jixxerbill
Well-Known Member
- Joined
- Jan 11, 2013
- Messages
- 114
- Reaction score
- 24
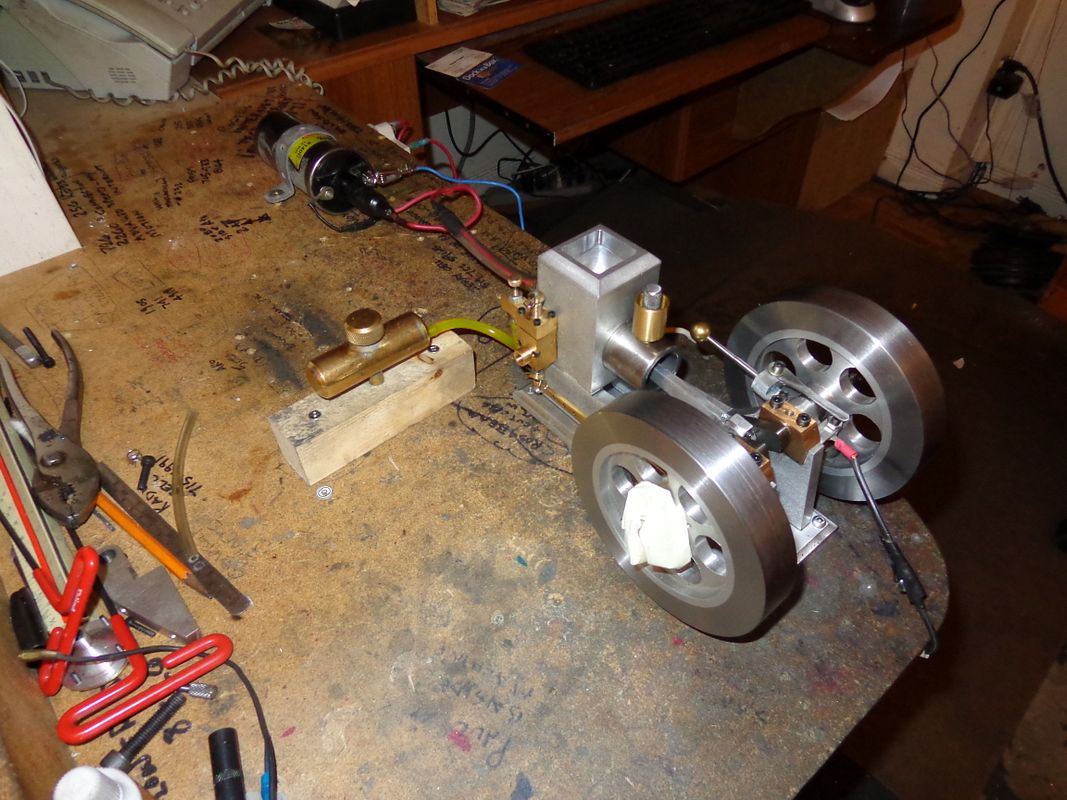
Great job Brian. Thanks so much for the pics and the explaining how you done things. I cant wait to see it run. Bill














![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)


but its leaking compression thru the exhaust valve. I'm about to quit for the day now, as I can only handle so much frustration at one setting
Luc---See posts 149 and 150.
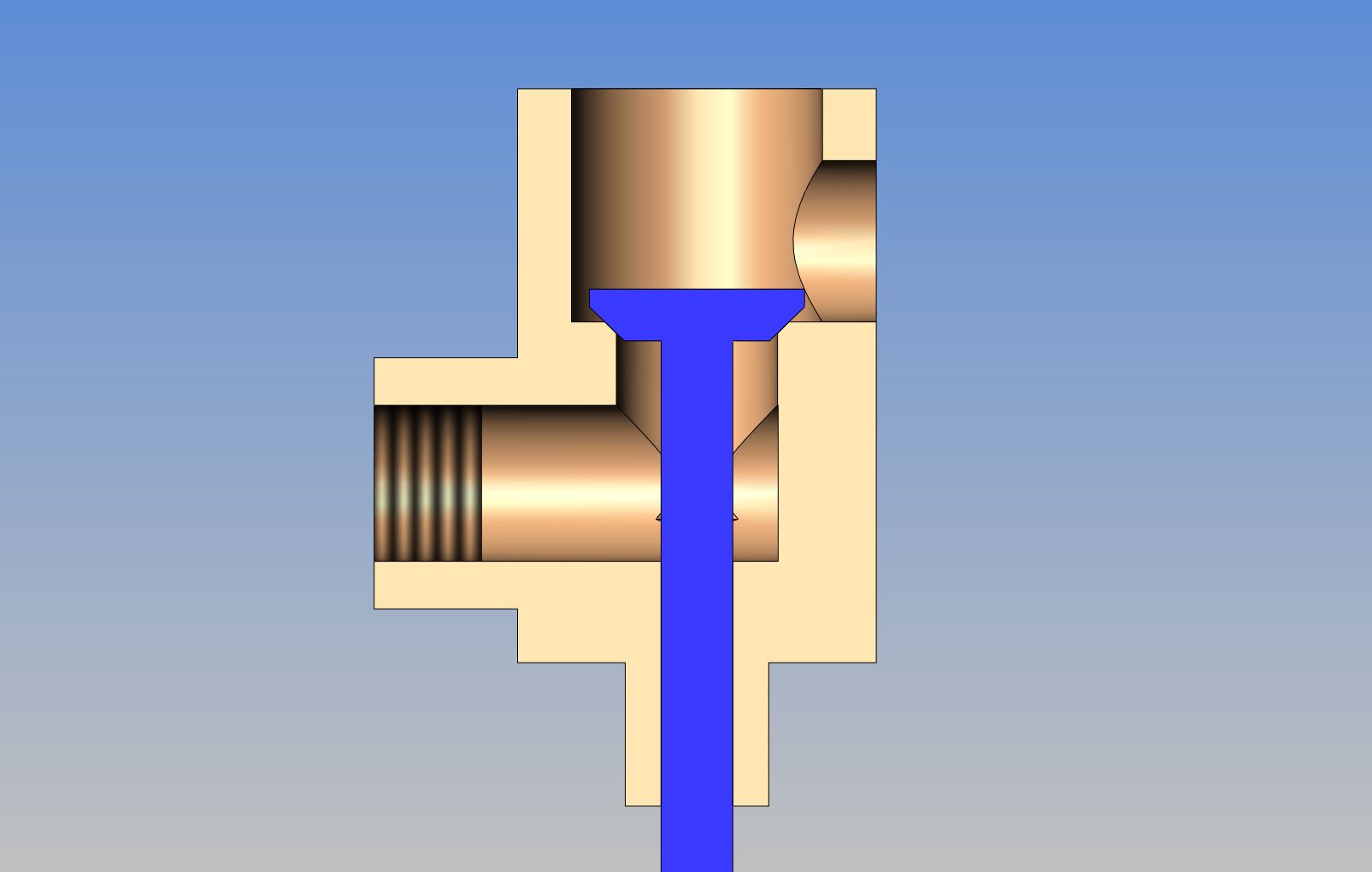
Well actually Luc--I cut the seat at 45 degrees because thats the angle at which I made my manual valve seat cutter, and cut the valve at 46 degrees because I can manually adjust my lathe compound to whatever angle I want.Brian
are you cutting your seat at 44 degree and valve at 45 this will put your matting surface right in the middle
Hope it's help you
cheers








































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)



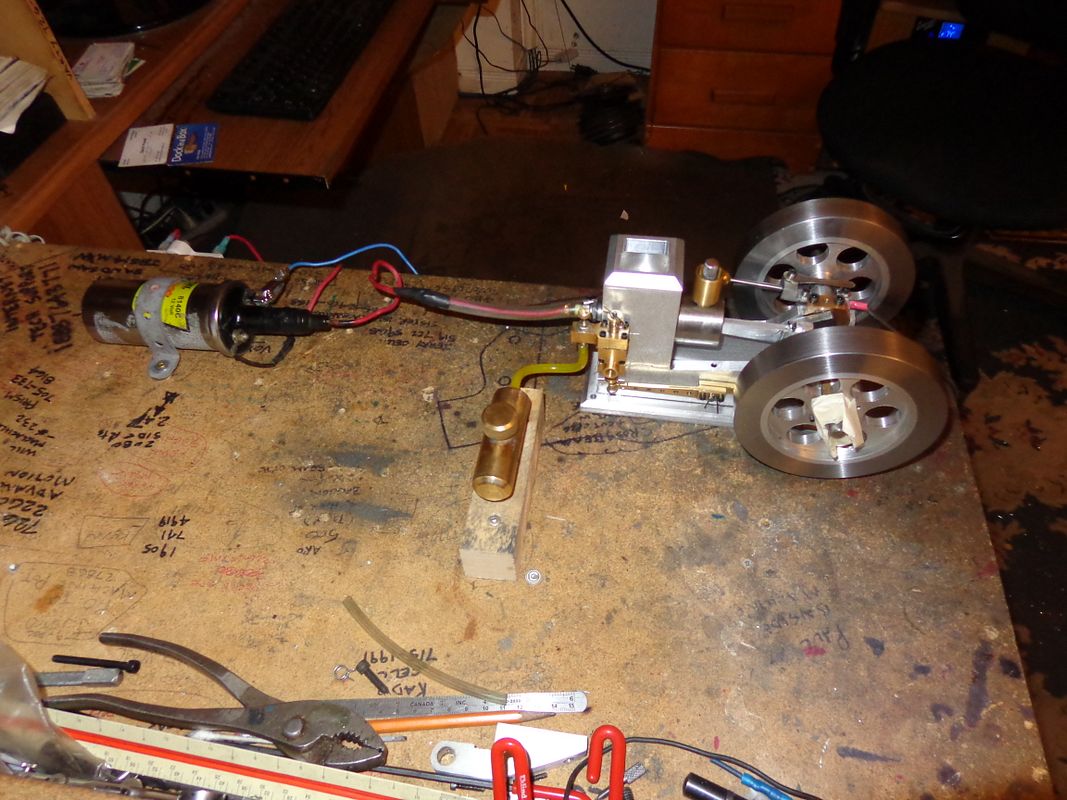
 Just one question, do you have an earth wire from your engine frame to the coil mount/case? Can't see it in the pictures
Just one question, do you have an earth wire from your engine frame to the coil mount/case? Can't see it in the pictures