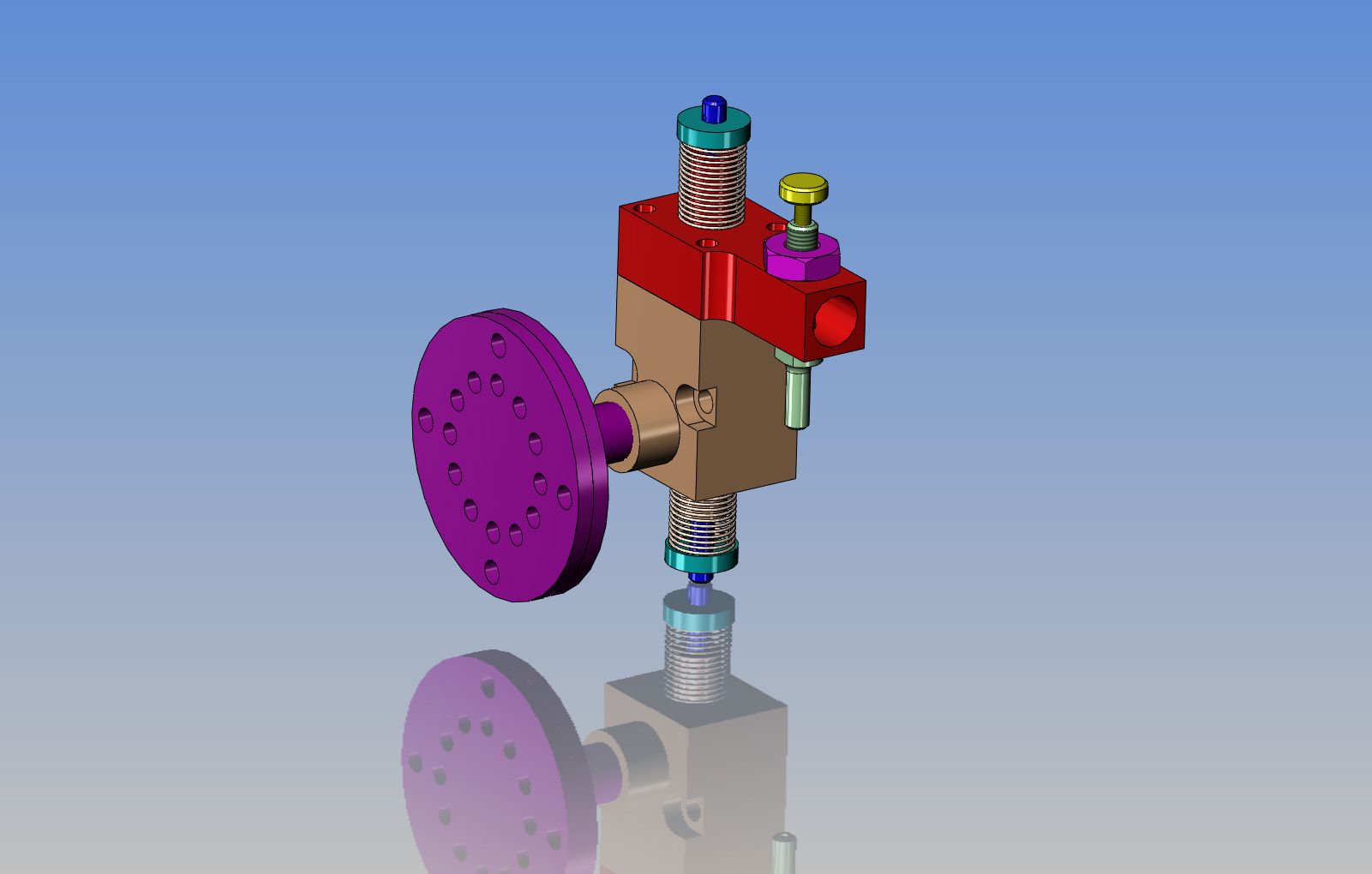
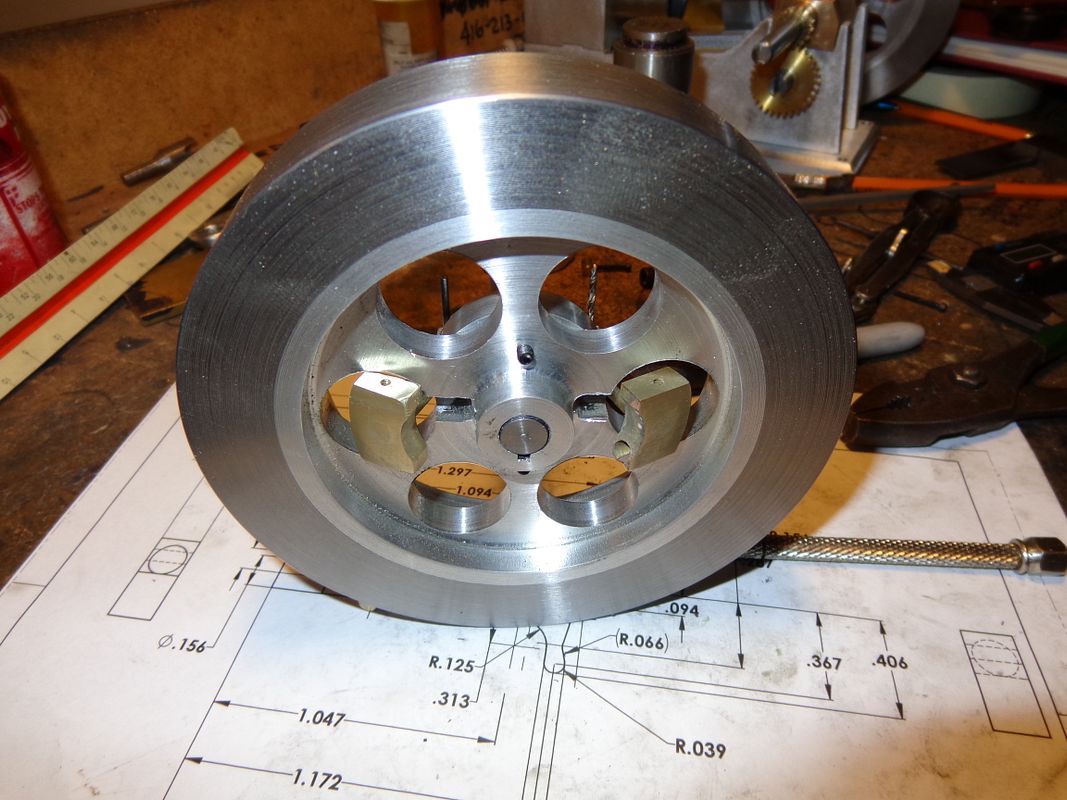
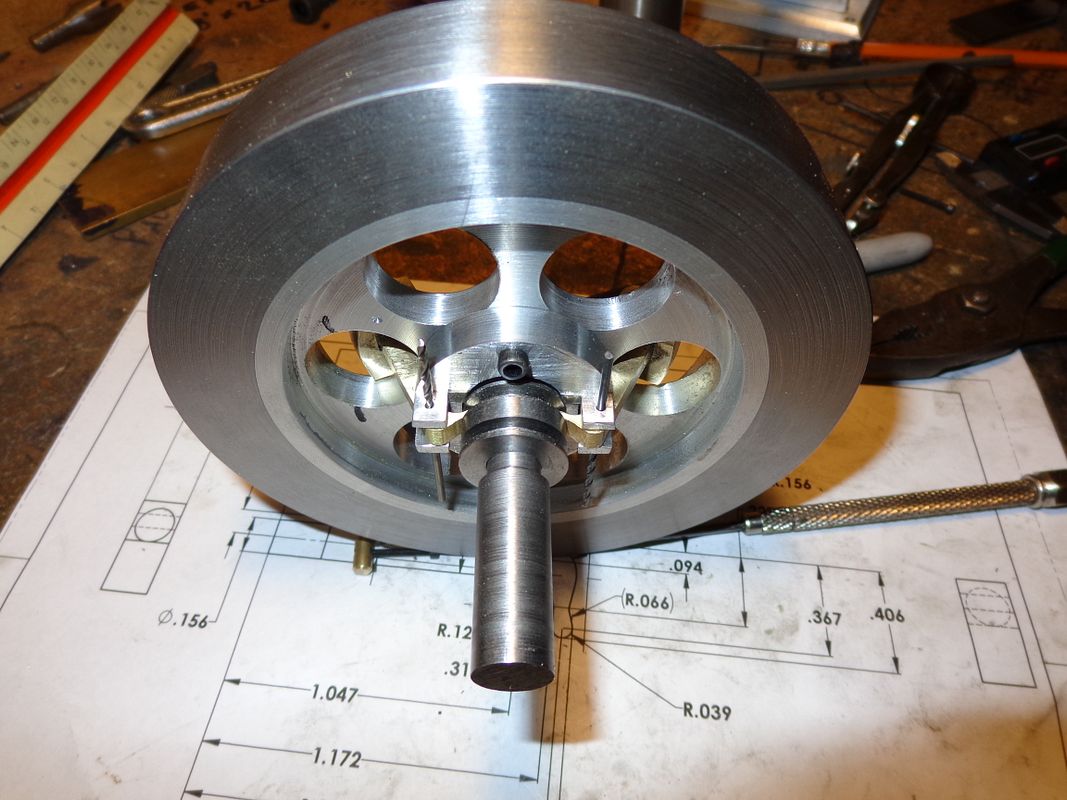
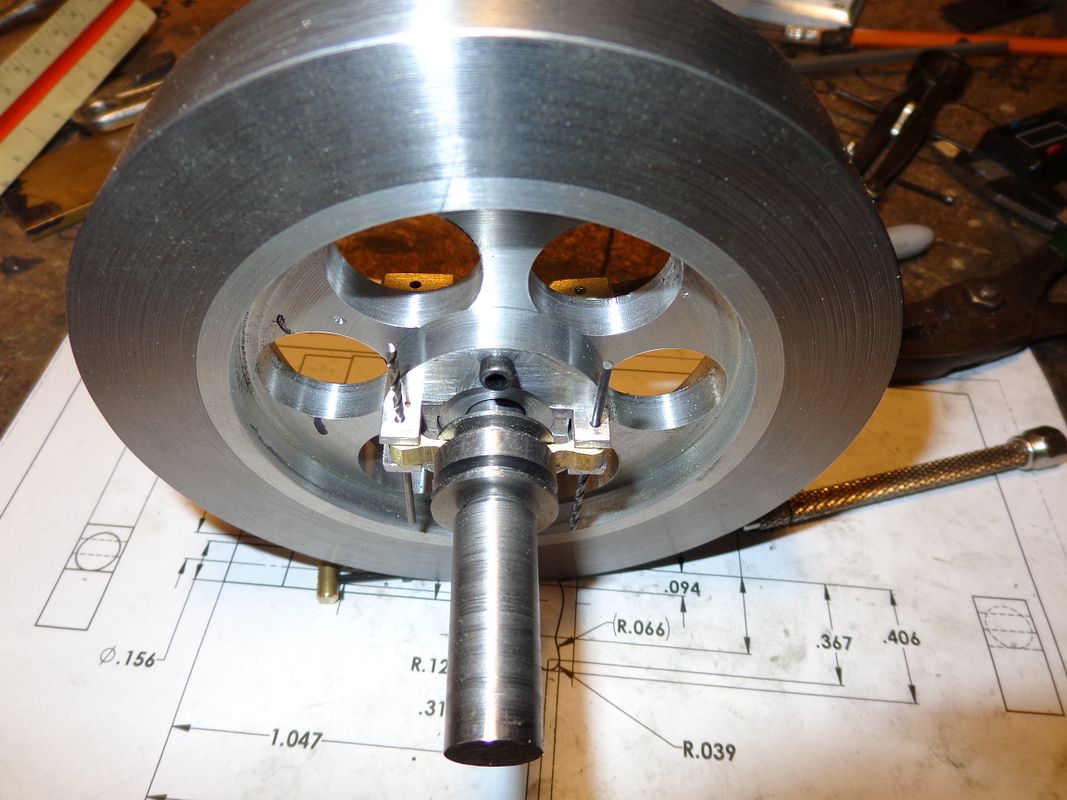
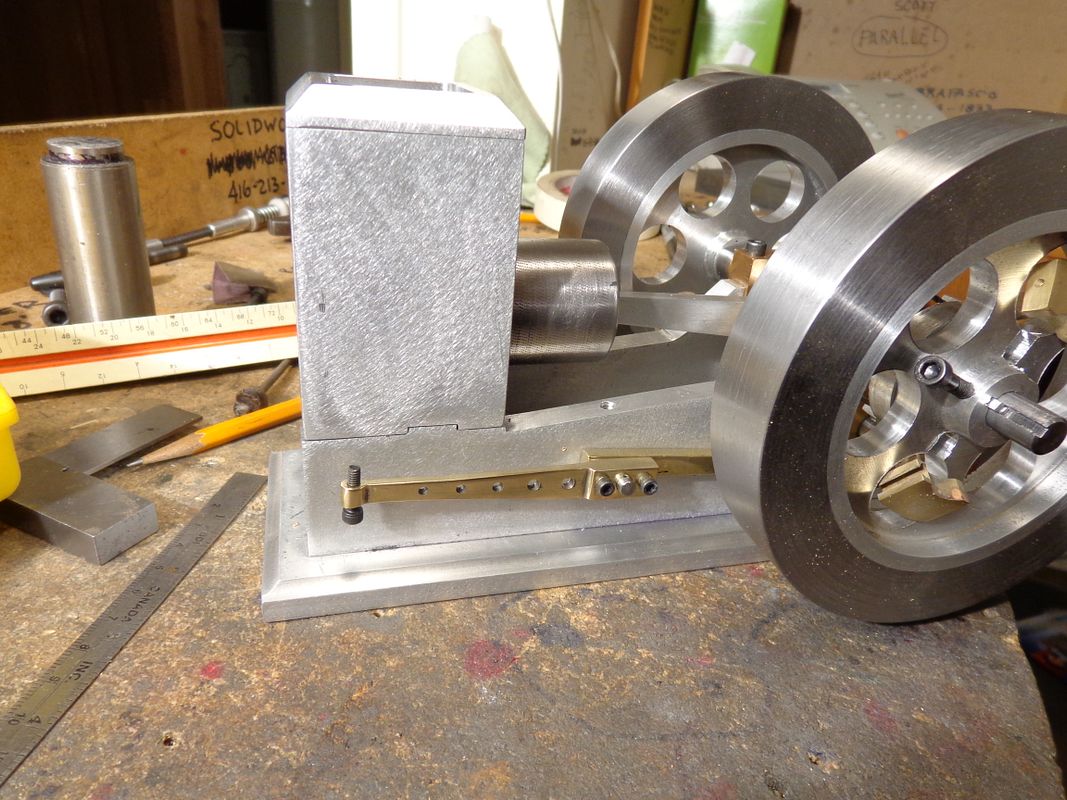
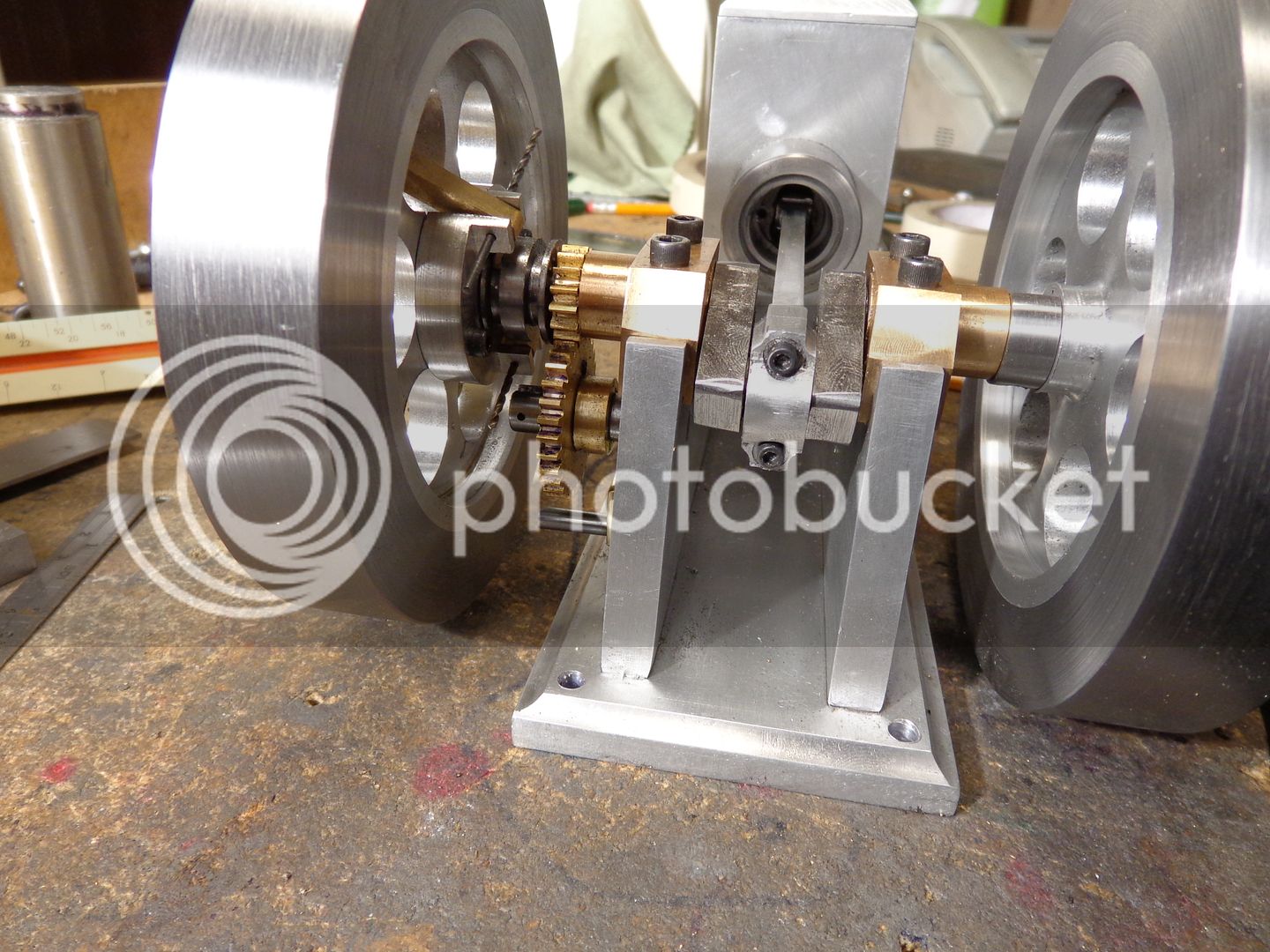
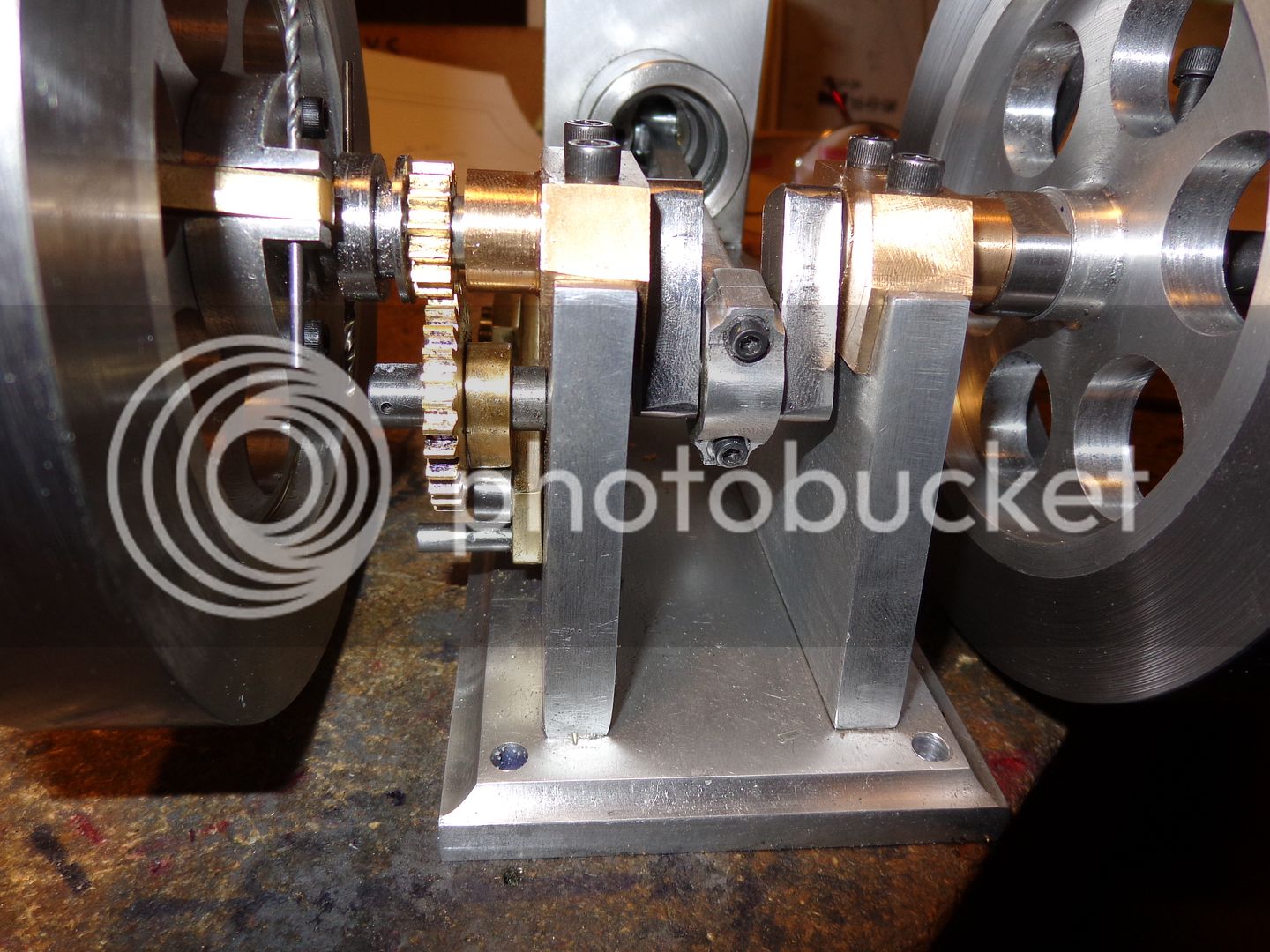
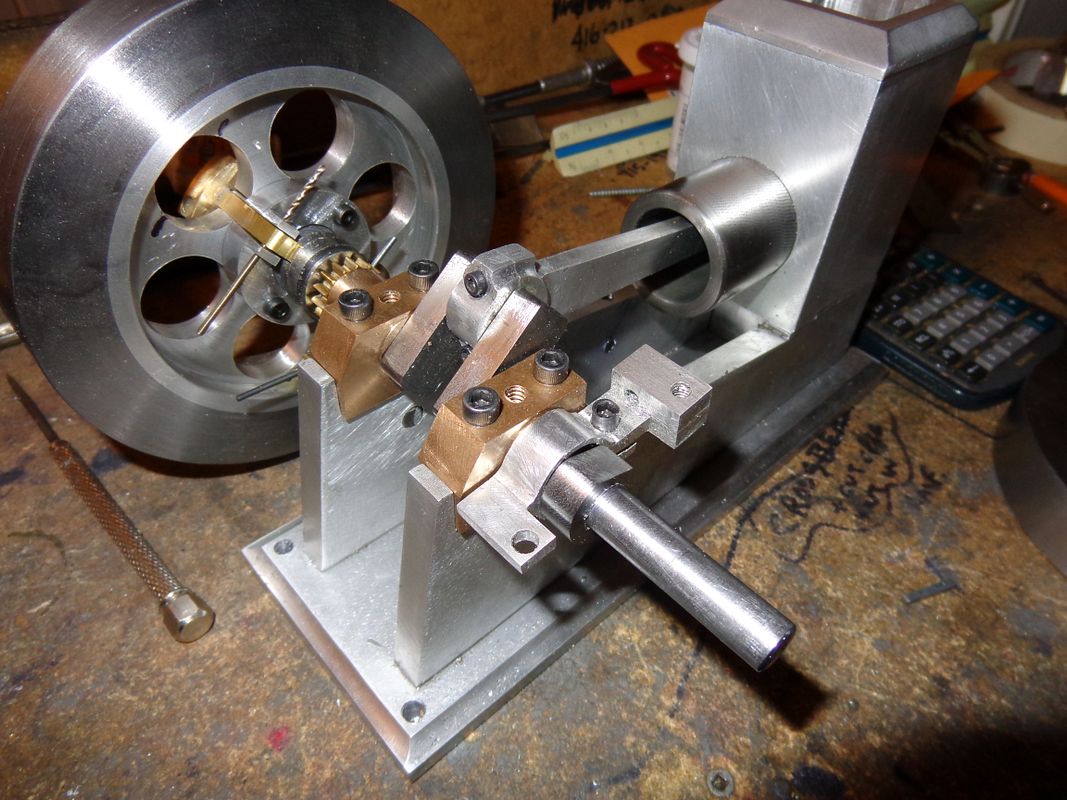
This was an afternoon of mucking about with itsy bitsy pieces. I managed to get everything silver soldered together without too much mess, then cleaned up and fitted/installed. I have shown the governor weights and arms at both maximum amnd minimum travel, from both sides of the flywheel. That spool that the ends of the arms engage in slides back and forth about a total of 5/32" on the crankshaft. The other slot in the spool is where the lockout arm for the exhaust valve fits into. The tension springs which hold the weights in the closed position are not yet installed, but you can see the #2-56 tapped holes in the sides of the weights..



















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





































 sometimes I think that breaking endmills must be what I set out to do for the day
sometimes I think that breaking endmills must be what I set out to do for the day