I really have the feeling that I'm cheating or developing bad habits. Readers will see what I mean but I must press on...time for the crankshaft.
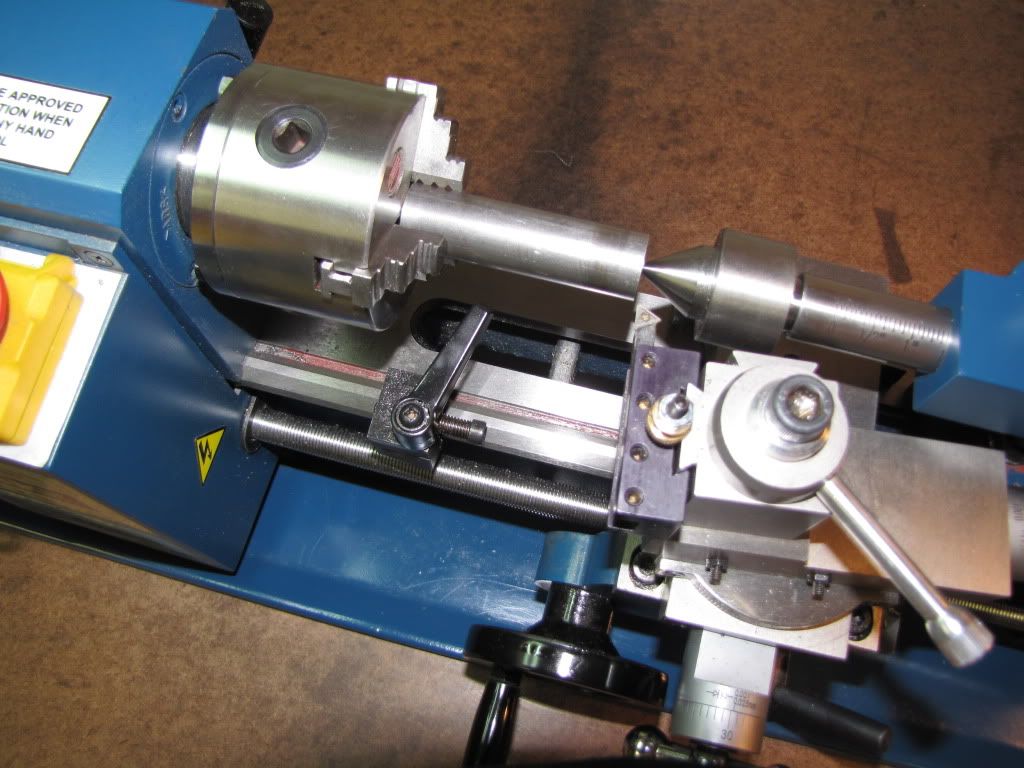
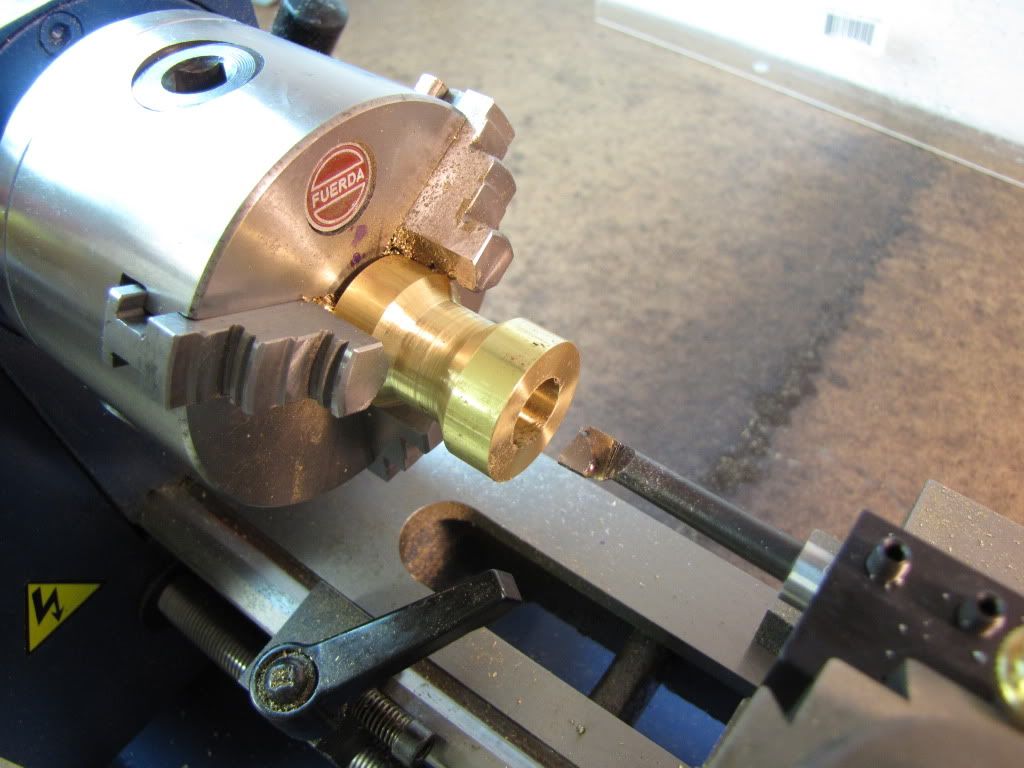
This is the setup to machine the crankshaft. 0.875" down to 0.218....for 2.31" plus enough change for the live center. Tried to be careful in setting things up. Couldn't find a cutter that seemed to fit. Thought about a thread cutter...ended up with a carbide insert at an angle. Checked everything. Had some interference between the tool post and the live center. Took care of that. Locked down the live center, used a carriage stop, and started cutting lightly (0.003").
Had a little smoke (off the part...I quit smoking a year ago). Periodically used some coolant. I just have a spray bottle that puts out a stream. But things never got too hot. Long springy pieces.
Power feed up to near the stop then fed by hand and pulled back. Went pretty well.
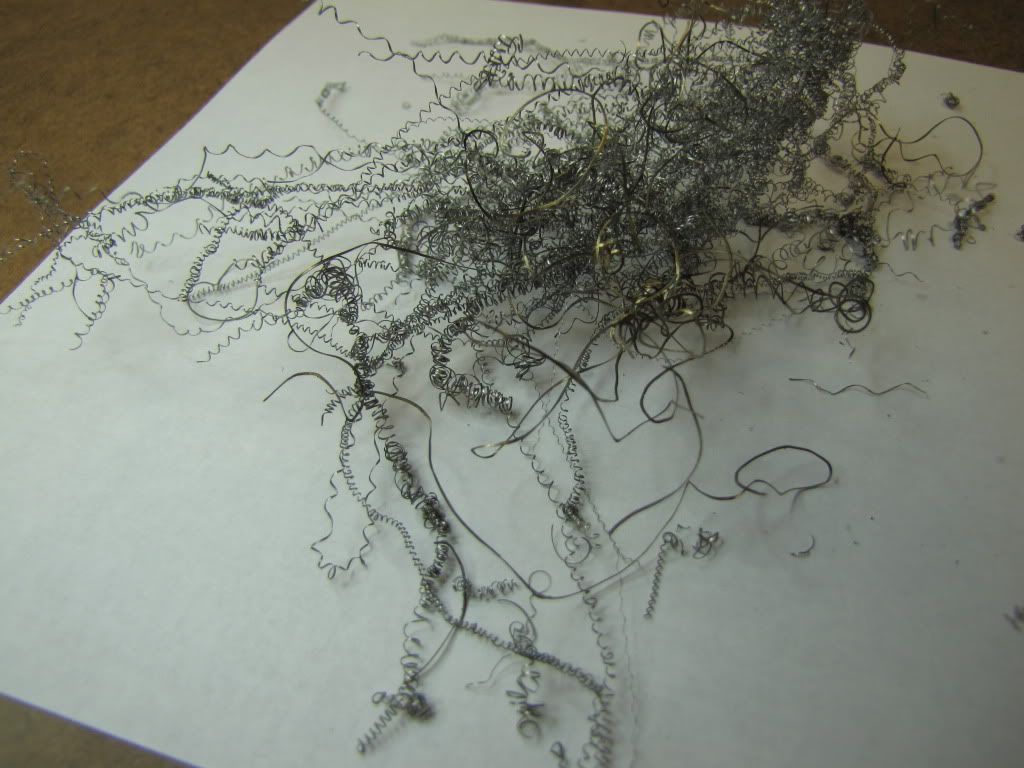
Thought I'd up the feed rate...tried taking 0.01. Oops. Got more substantial strands of a goldish color. Quickly had a mass of stuff twirling around. This is what it looked like. The smoother looking strands are the 0.01 cuts...the springy looking ones are 0.003 or 0.004.
Backed off to 0.005 at a time and cleaned out the strands every once in a while. Needed to go from .875 down to .218 for .657. That would require some 65 passes. Took some time but I got there. See the dark spot behind the lathe? My tables are topped with hardboard. They're like a sponge. I don't really mind...they look cool as they are used (and they're replaceable). (In the back is a piece of plexi to keep the stuff that's thrown off the lathe off the wall.)
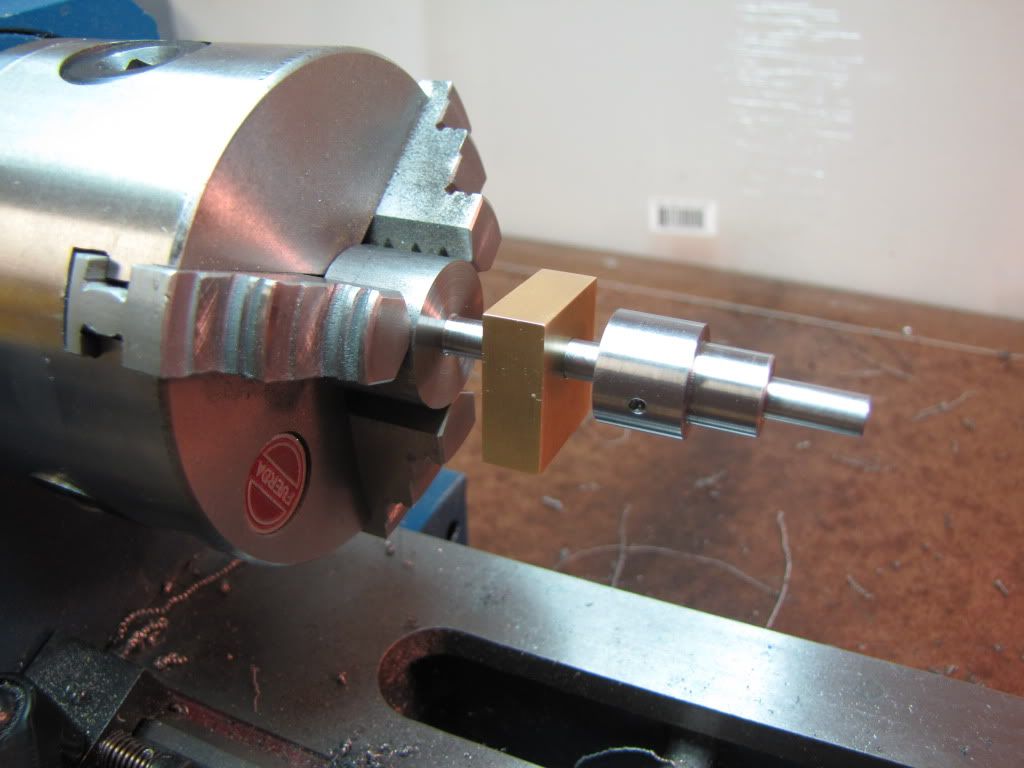
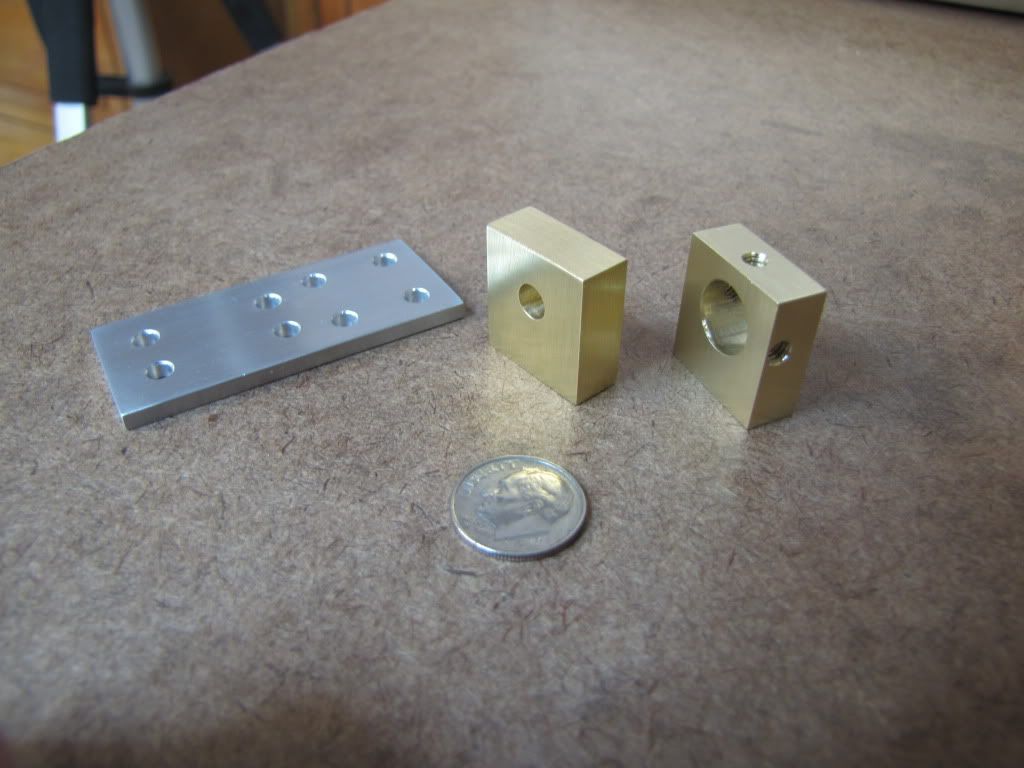
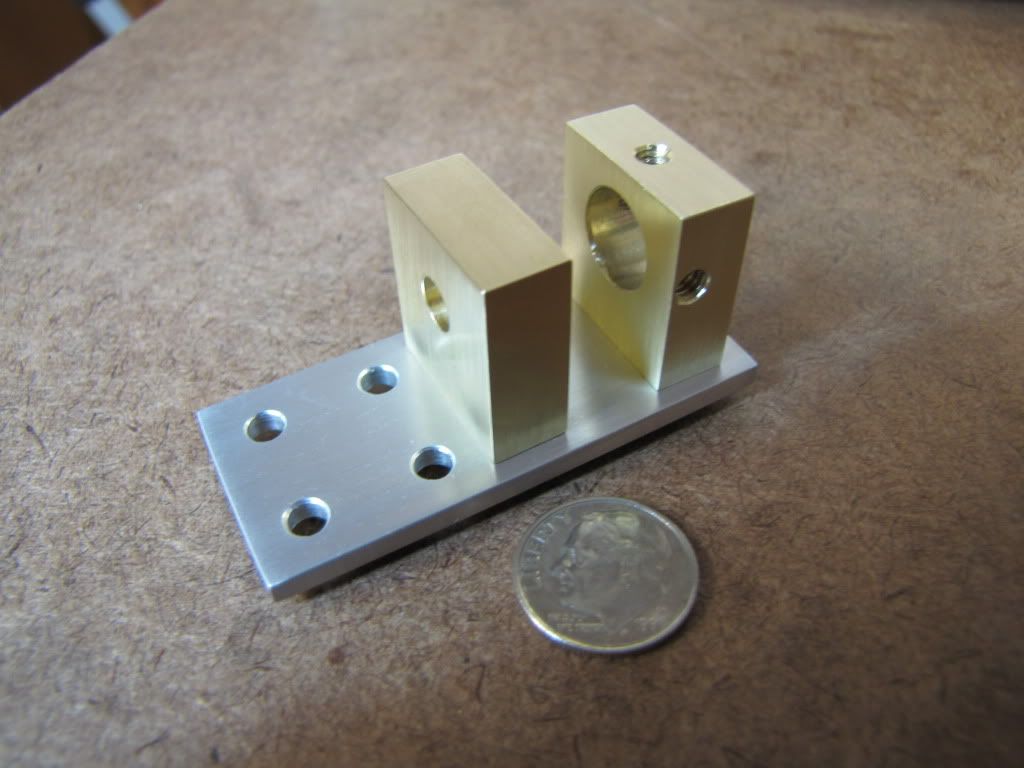
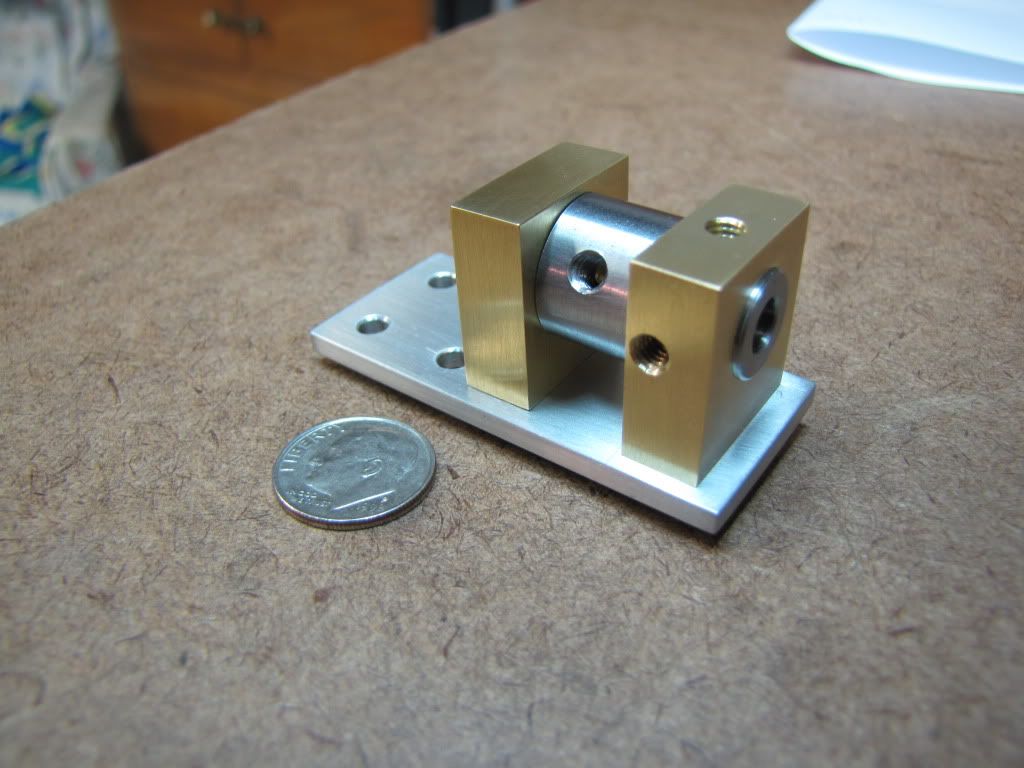
After much sanding...and trial fitting...the pillow block and rotary valve slip on. woohoo1 A lot of sanding. (I protected the ways with a paper towel when I sanded.) Prior to sanding the crankshaft had a slight taper of less than a couple thou from tail stock to head stock. I'll have to do something about that before I cut another long piece.
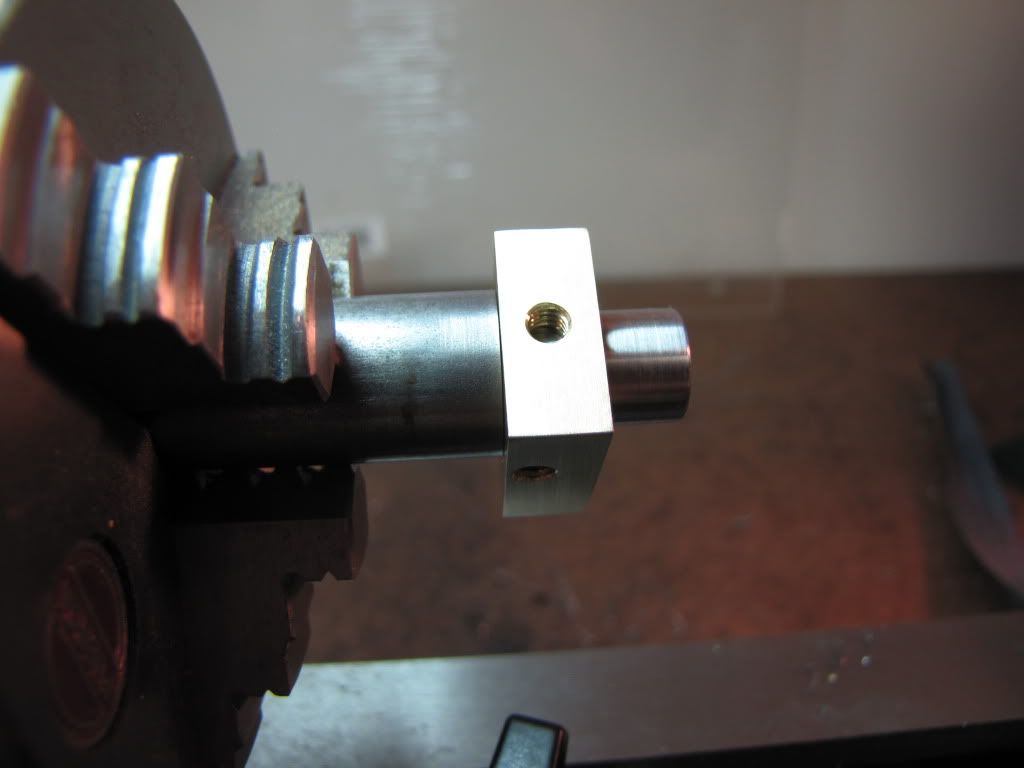
Flipped the part around. Had to remove some 1/2 inch or more. That would be a lot of facing. Hacksawed a big chunk then faced and sanded. The OD of the crankshaft didn't need turning down - just sanded it to brighten it.
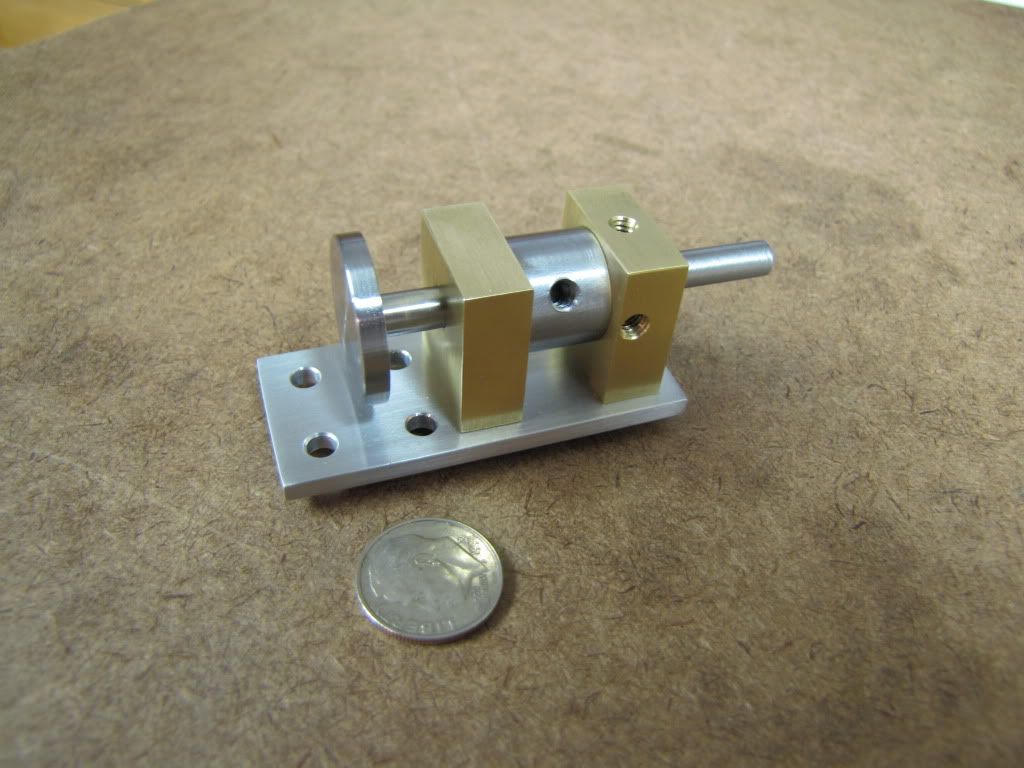
Now just to see what it looks like so far...
Not finished with the crankshaft yet...needs a flat for the setscrew to hold the rotary valve and a flat, at an angle, for the flywheel. Also need a hole to attach the piston rod.
Pretty happy. Time to relax.





















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)