- Joined
- Dec 28, 2008
- Messages
- 548
- Reaction score
- 4
Carl,
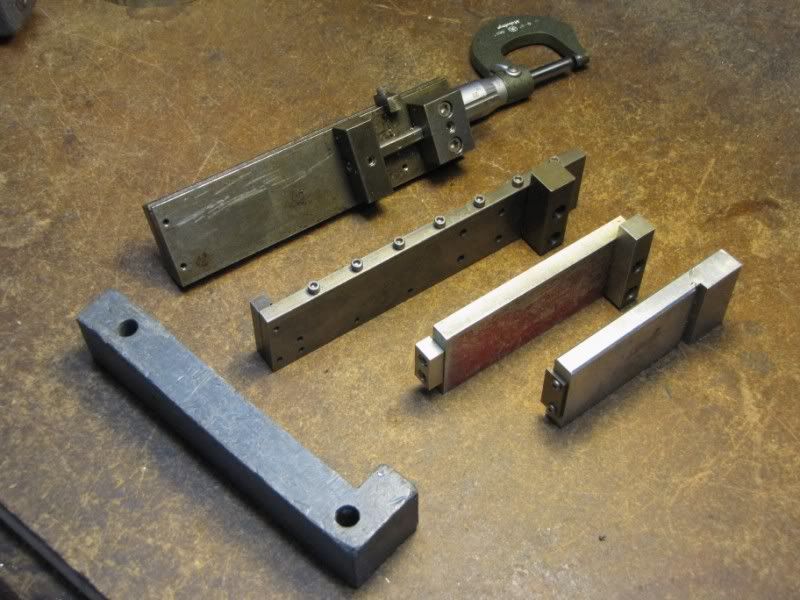
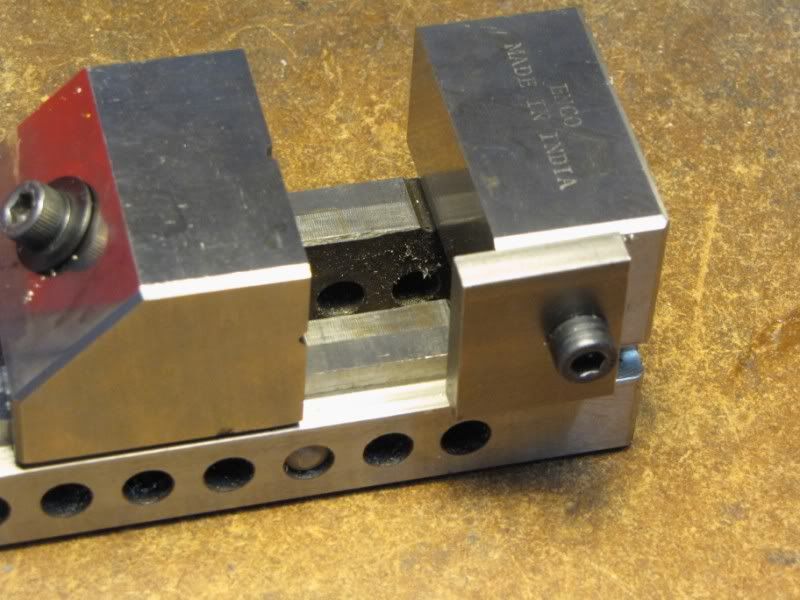
I looked at LMS's Rotatry Tables and the 4 and 6 inch RTs are listed as having a MT2 taper. The "A" dia. for a MT2 female is .700. "A" being the large end dia. I used my DTI to sweep a 1.000 id for a sleeve bearing. (See attached photos.) This was done by setting stem on the dovetail at the base of the DTI and adjusting the angle of the Contact (stylus, tip, etc). How big is the hole in your RT or am I really missing something? I would think this should work if you are just looking to center the Spindle to the RT.
Note: On an AGD style DTI you can change the contact point angle in relationship to the indicator centerline. (See last two attached photos.) It's basically a friction clutch. The contact can be pushed beyond the end of the range of travel of the DTI. Just put it where you want it.
A 1.000 dia. would probably be the max dia. that could be done this way for obvious reasons. In this setup, the closer the contact angle comes to 90 degrees, the working plane changes from that of vertical to horizontal.
Bob




I looked at LMS's Rotatry Tables and the 4 and 6 inch RTs are listed as having a MT2 taper. The "A" dia. for a MT2 female is .700. "A" being the large end dia. I used my DTI to sweep a 1.000 id for a sleeve bearing. (See attached photos.) This was done by setting stem on the dovetail at the base of the DTI and adjusting the angle of the Contact (stylus, tip, etc). How big is the hole in your RT or am I really missing something? I would think this should work if you are just looking to center the Spindle to the RT.
Note: On an AGD style DTI you can change the contact point angle in relationship to the indicator centerline. (See last two attached photos.) It's basically a friction clutch. The contact can be pushed beyond the end of the range of travel of the DTI. Just put it where you want it.
A 1.000 dia. would probably be the max dia. that could be done this way for obvious reasons. In this setup, the closer the contact angle comes to 90 degrees, the working plane changes from that of vertical to horizontal.
Bob
") rather than actually telling you what to do a priori) but your point is still well taken. There's a whole lot of folks out there who have the "hold my beer and watch this" approach to every problem and you don't want to be getting your guidance from them. Evaluating the teacher is an important part of all education.
rather than actually telling you what to do a priori) but your point is still well taken. There's a whole lot of folks out there who have the "hold my beer and watch this" approach to every problem and you don't want to be getting your guidance from them. Evaluating the teacher is an important part of all education.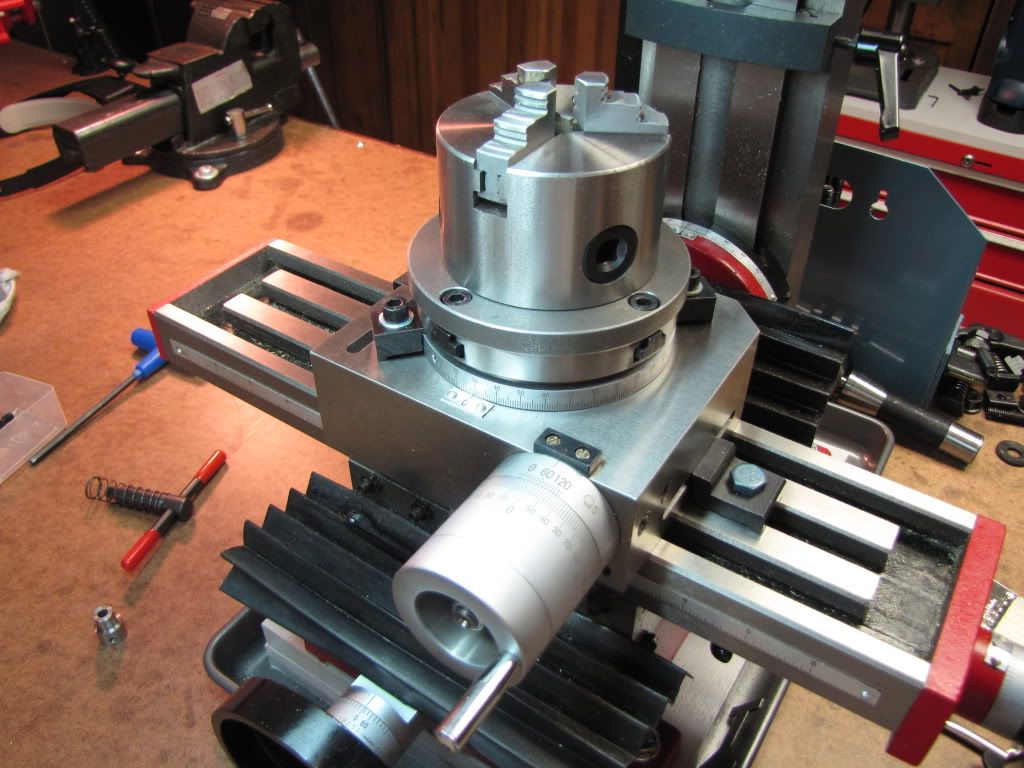


![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)