mklotz
Well-Known Member
Don't worry about the 8" in the headstock. The spindle bore will constrain it from whipping. Long pieces sticking out the back of the bore are a concern but you don't have that problem.
I've done this job on a similar engine and it was finicky getting the lengths the same.
Were I to redo it today, here's how I would sort it out.
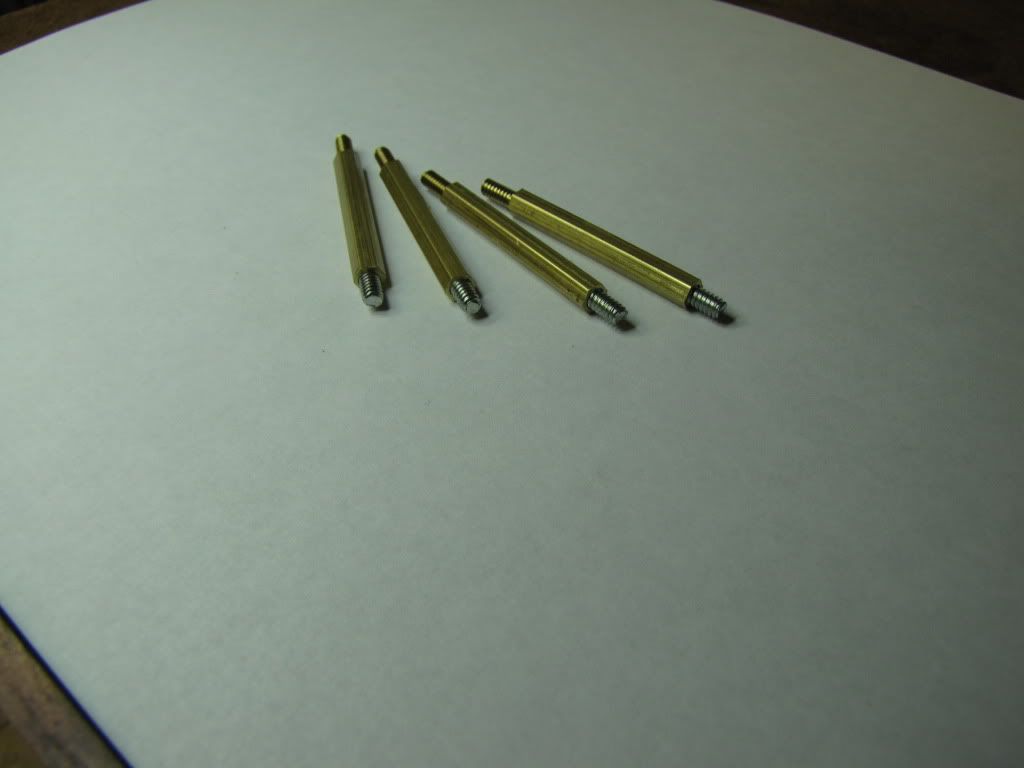
Cut four pieces of the hex stock to close to shoulder-to-shoulder length.
Stick all four in the milling machine and gang mill them to the required s-to-s length, thus ensuring they're all the same length. (Having them all the same is more important than their precise length in this application.)
Drill and tap each end 6-32. Loctite lengths of 6-32 threaded rod into each end to form studs. This has the further benefit that the rods are now threaded all the way to the shoulder (if that matters in the design - probably doesn't in your case.)
Of course, my approach is completely different from what the instructions say but you know already what I think of the instructions - and it ain't pretty.
I've done this job on a similar engine and it was finicky getting the lengths the same.
Were I to redo it today, here's how I would sort it out.
Cut four pieces of the hex stock to close to shoulder-to-shoulder length.
Stick all four in the milling machine and gang mill them to the required s-to-s length, thus ensuring they're all the same length. (Having them all the same is more important than their precise length in this application.)
Drill and tap each end 6-32. Loctite lengths of 6-32 threaded rod into each end to form studs. This has the further benefit that the rods are now threaded all the way to the shoulder (if that matters in the design - probably doesn't in your case.)
Of course, my approach is completely different from what the instructions say but you know already what I think of the instructions - and it ain't pretty.
")






















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)