Well this might be (will be) a longish post.
As you all may have noticed...I've had the opportunity to do nothing but machining for the last two days. No one in the house...I'm all alone - aside from the great people on this forum. (Great so long as they don't deny me my little rewards - eh Robert?)
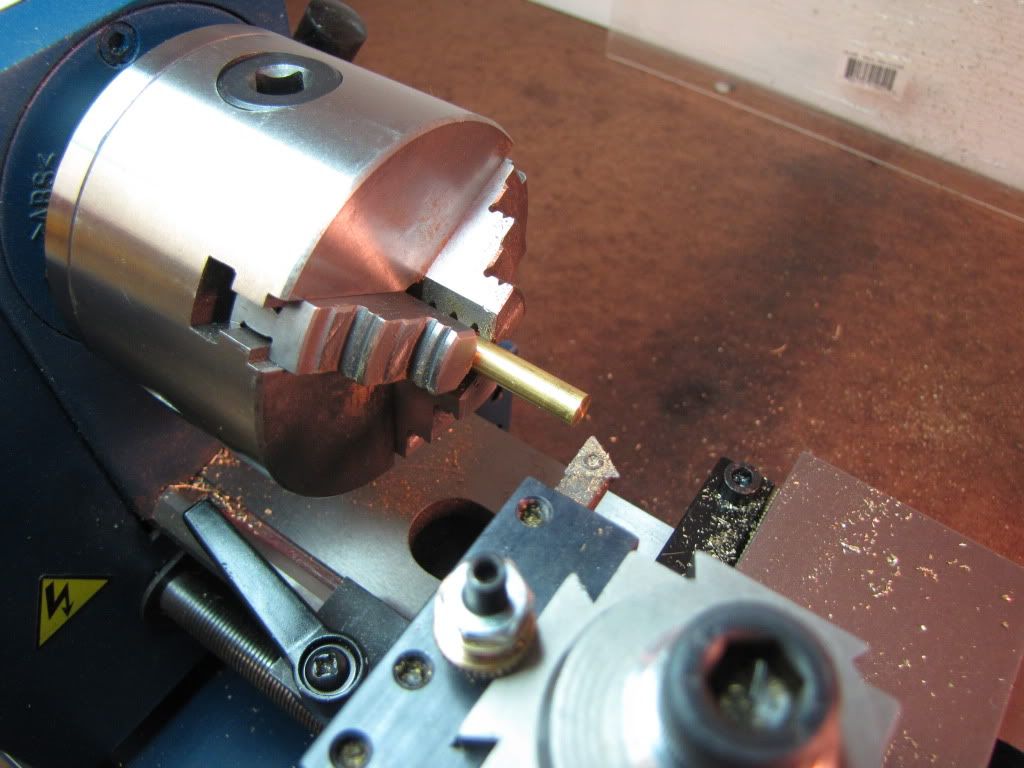
Time to finish the cylinder
A port hole on the side, 6 holes on one end for the cap, and 4 holes on the other end for the columns.
The drawing shows TAP DRILL - .38 DEEP and then #8-32 THRU ONE WALL. The wall is only about .21 thick so I dont understand why the .38 DEEP. Is it a standard way of calling out for TAP DRILL operations?
The drawing also calls for a 7/32 (0.22) spotting operation (end mill?) which I dont have. Ill use 0.25. Operation calls to mill until a full circle is shown acts as a face for the port pipe to seat against. Too far and you take away thread.
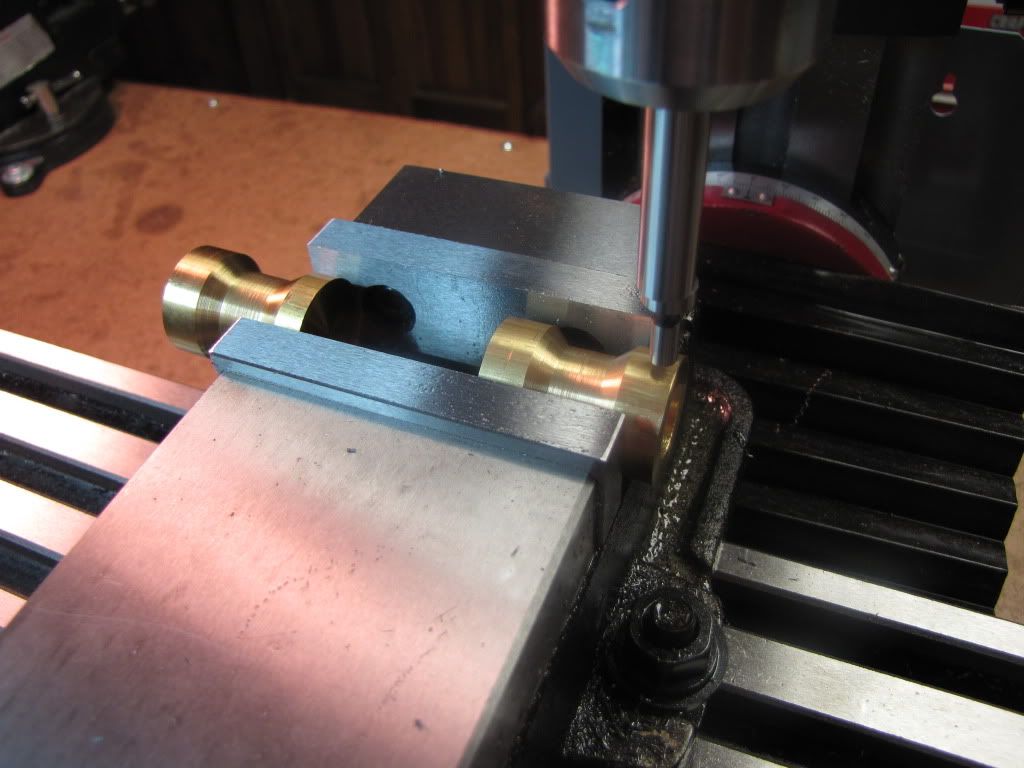
First the port hole. Its used as a reference to locate all the other holes. Otherwise I might (and I would) drill a cap mounting hole through the port hole.
The cylinders ends dont straddle the empty area in the middle of the vise so it has to be mounted to one side. As Vernon suggested
I have another piece on the other side of the vise in order to apply even pressure.
This is the second time a failed first part has come in handy (and another reason to keep a shelf of shame).
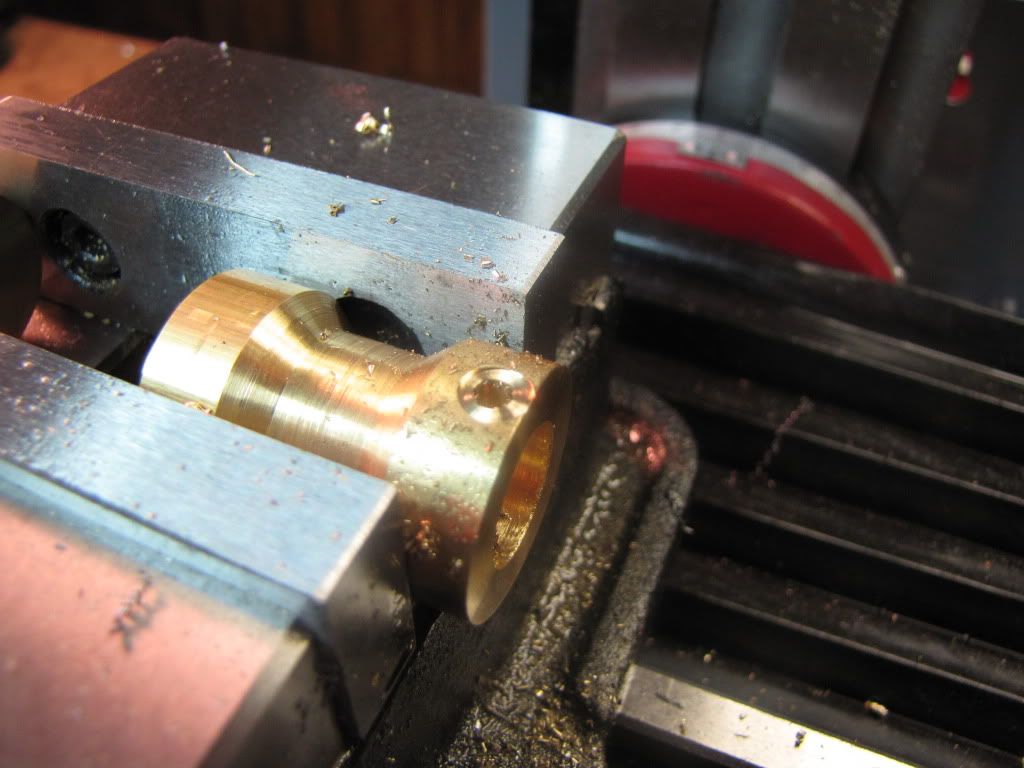
And now we see another consequence of changing something with insufficient understanding of the consequences. The 0.25 end mill is too big.
[EDIT: Also, I should have probably done the spot first then drilled the hole. If anything it might have pointed out if something walked on me. If you notice, the spot is offset from the hole.]
I trial fitted the cap. Nice! No play at all and the outer edge is even with the cylinders outer wall. Ill probably keep it mounted when I get to finishing the cylinders wall.
Question: I was hoping to simply sand the outer wall to finish. If I wanted to do some light turning to get rid of deeper blemishes
any reason why I couldnt do that with the cap mounted so both would be turned to same diameter? (Foo. I probably should have done this before I did the port hole in the side.)
Now for the holes used to hold the cylinder cap. Instructions are a bit confusing here. First operation calls for setting the cylinder cap in place and doing a center drill (while holding it with a finger!). Then remove the cap and drill/tap the 1st hole in the cylinder. Then change to the clearance bit for the cap, bring the head down (no power) until the bit comes into contact with the thread and set the z stop. Put the cap on and drill through it (holding it down with an eraser!) Screw the cap down and do the other holes.
1) Im not sure theres room to tap without moving the table.
2) Instructions didnt say to do all the cylinder holes first.
3) Why bother with the 1st center drill on the cap?
Well well see.
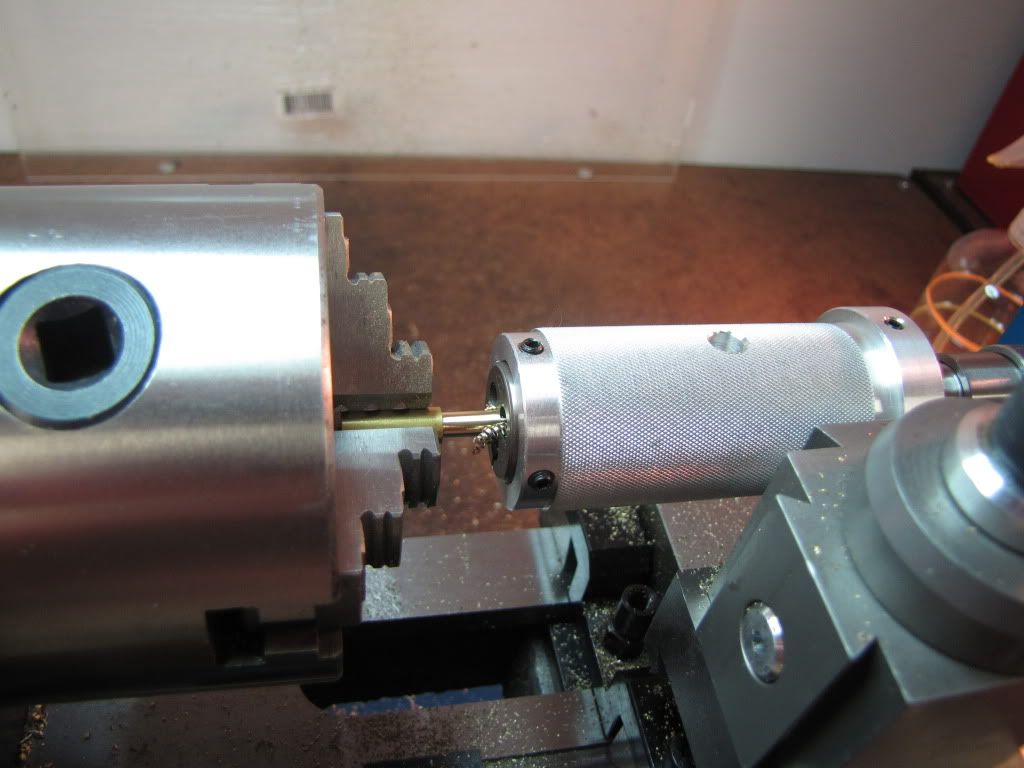
First thing is to find the center of the cylinder. Should already have the y direction. So use the edge finder inside the hole or outside? Ill go for outside
it should act more like a straight edge to the finder than the inside. (Yet another opportunity for better ideas from others.)
Actually
maybe this is better
measure diameter with caliper, take half and add 0.1 from the edge finder. Then Im coming in from just one direction.
Question: Supposed to drill 0.38 deep. I thought for best accuracy, all operations are done at one place before moving. The operation is center drill, then drill (and if I had the proper equipment
tap). How do you ensure the same depth for each operation? I was going to use the Z stop
but if Im changing the drill bit out every time
Id have to change the Z stop every time.
Wish I had some digital read-outs on the table. Thats a mod thats coming.
I still dont understand the instructions. Going to do the cylinder holes first. Then Ill do the cap. I can still use the cylinder as a reference for setting the z stop before doing the cap. For the cylinder holes, Ill use a digital caliper to see how far Im drilling. I do this by setting the caliper on top of column and measure to the top of the head. Zero it and watch while I slowly drill down.
Im thinking backlash is going to add some inaccuracy but I dont think these holes require it. Still
I need to learn better practice.
So stay tuned for an edit if/when someone points out my evil ways.
I also need a better way to tap. Doing it all manually right now. Theres tap handles suited for the mill/lathe that help keep things square.
Drilled the six holes. Able to tap without moving anything.
Moved to one of the holes.
Put in the clearance bit for the cap.
Set the z stop.
Then CAREFULLY held the cap on and drill a hole.
It helps that the cap has a shoulder and seats on the cylinder. You just have to press down. (I still dont like this
certainly not as a beginners kit.)
[EDIT: If you're uncomfortable with the instructions...find a better way. Having my finger there really bothered me...and as expected...a couple of fine members pointed this out to me. Had I thought more about what I was trying to do and how I might do it...I might have come up with this to do the first hole...]
[EDIT: I am slowly learning that the clamping kit is your friend.]
Then screwed it down.
Then did the other holes.
Now for the bottom 4 holes. No pic. It's just the same stuff. But the bolt is on the bottom now and sticking out to the right.
Sanded the cylinder and cleaned it up.
The cylinder and cap...
Where I'm at now...
Still have the columns, input/exhaust ports, and cleaning up of the connecting rod.
The rotary valve still needs some grooves for which I have to use the rotary table. I'm saving that bit for last...never used the table.
And then there's the problem of the piston. It don't fit. It fit when I turned it down and put the cylinder on it. But it don't fit now. Well we'll see.
Again...thanks to everyone for their advice and tips. Thanks to everyone for reading this beginner's trials and tribulations.
I look forward to the advice and/or remonstrations for this post.
Ha! Foozer. I started celebrating when I started this post. Now I've celebrated enough that I have to stop. :big:






")

















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)