Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
zeeprogrammer said:Geesh...I wonder how long the 'newbie-ness' lasts?
Probably forever, well at least in my case, I like to learn something new everyday.
Best Regards
Bob





zeeprogrammer said:Geesh...I wonder how long the 'newbie-ness' lasts?
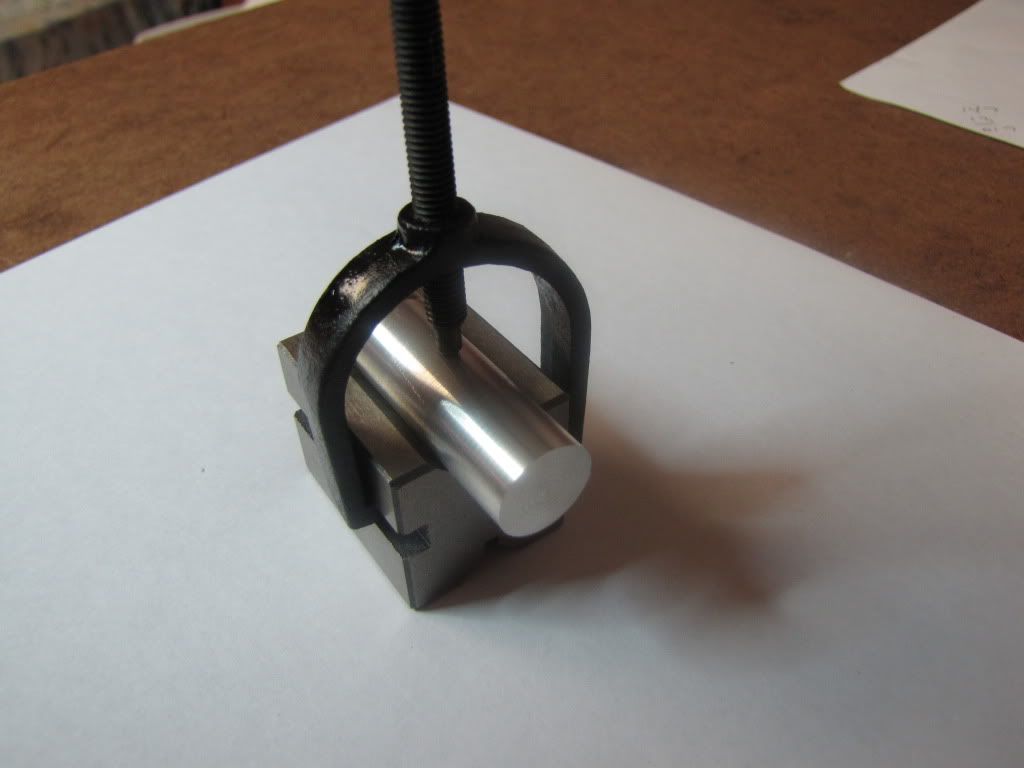
vlmarshall said:...when you're only clamping a part with one side, it'll close further on the empty side, pinching your part at only one point,
")



![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)



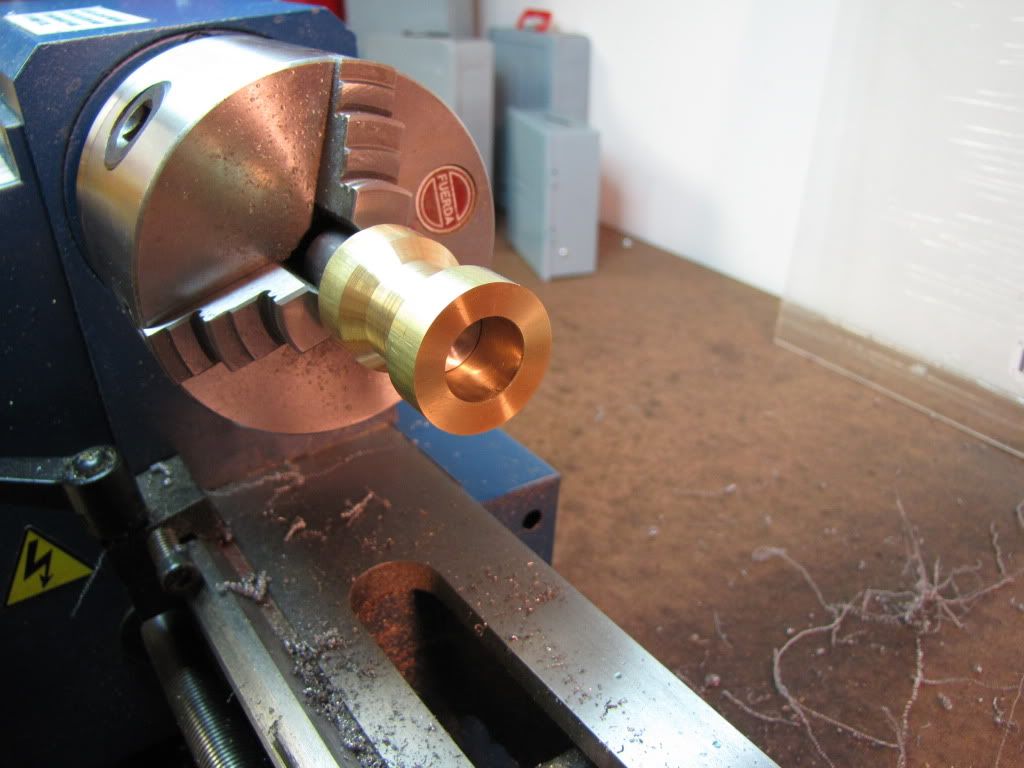
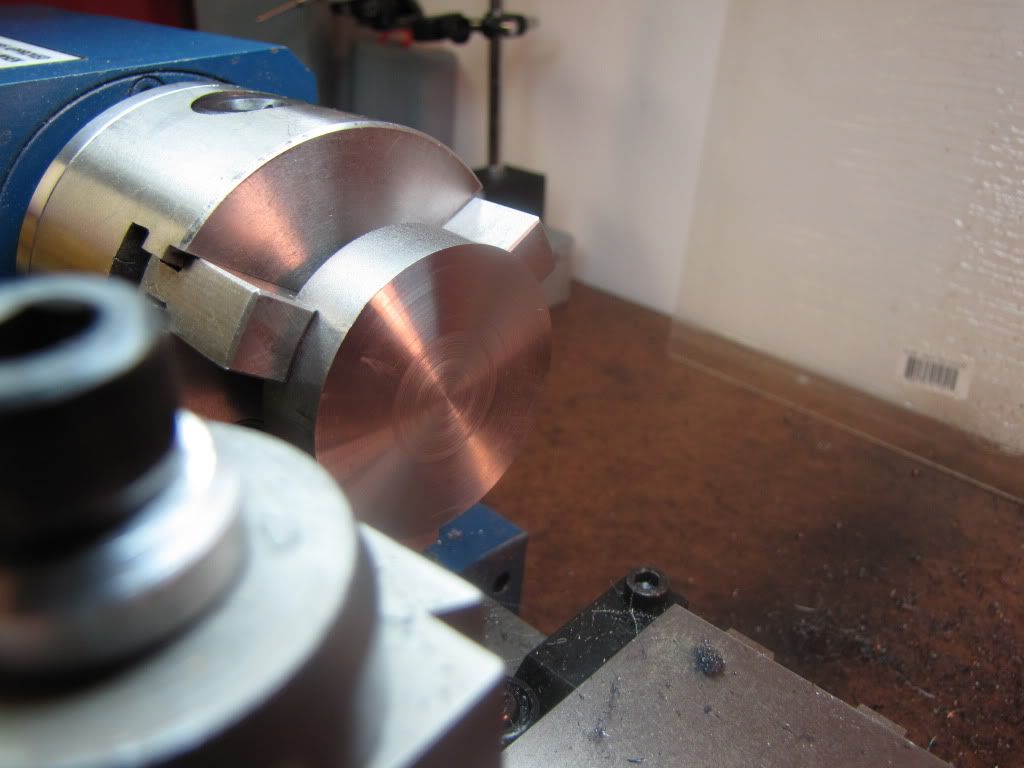
zeeprogrammer said:The flywheel is 2 in diameter. I notice that as I face, the surface looks great then when Im about ½ out from center a change occurs and stays that way to center. Two different finishes.
Why?
Maryak said:As the tool moves from the outside towards the centre of the job, the cutting speed in fpm is constantly reducing whereas the feed rate remains the same. The finish changes when the tool cannot cope with the reduction in fpm past its' tip at the constant rate of feed. To overcome this, increase the rpm or reduce the rate of feed if the finish is worse.
zeeprogrammer said:The result our hero eats!!!
Thanks Robert.Foozer said:Ritz Crackers and Hot Mustard, Good to see you conquered that part
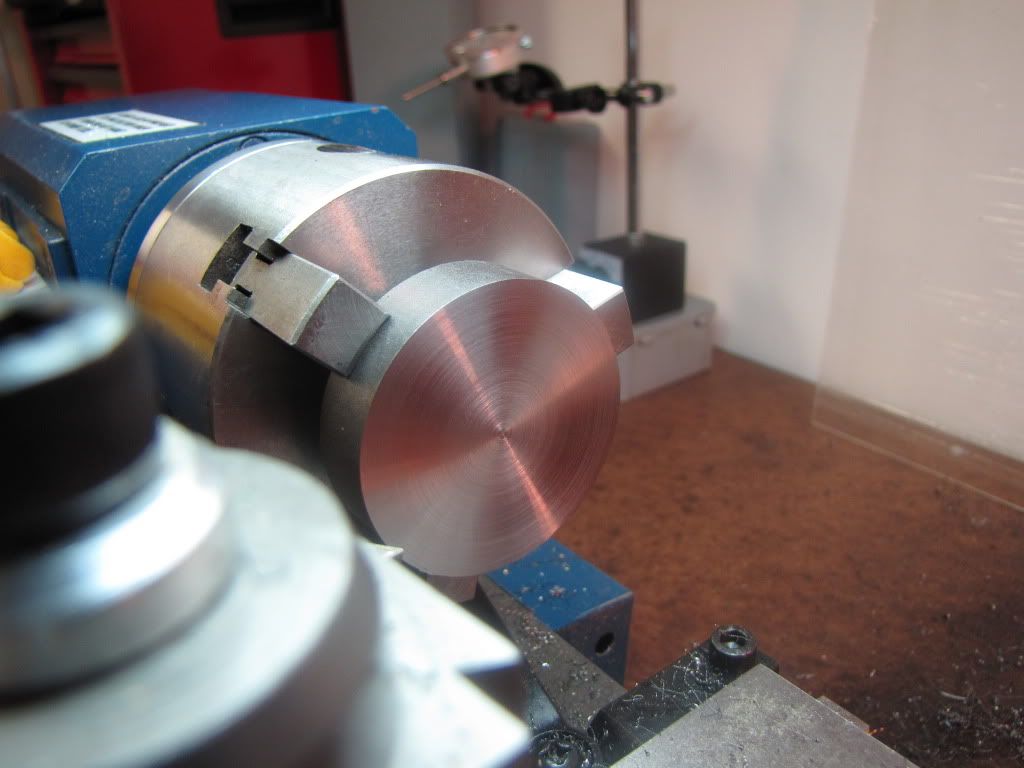
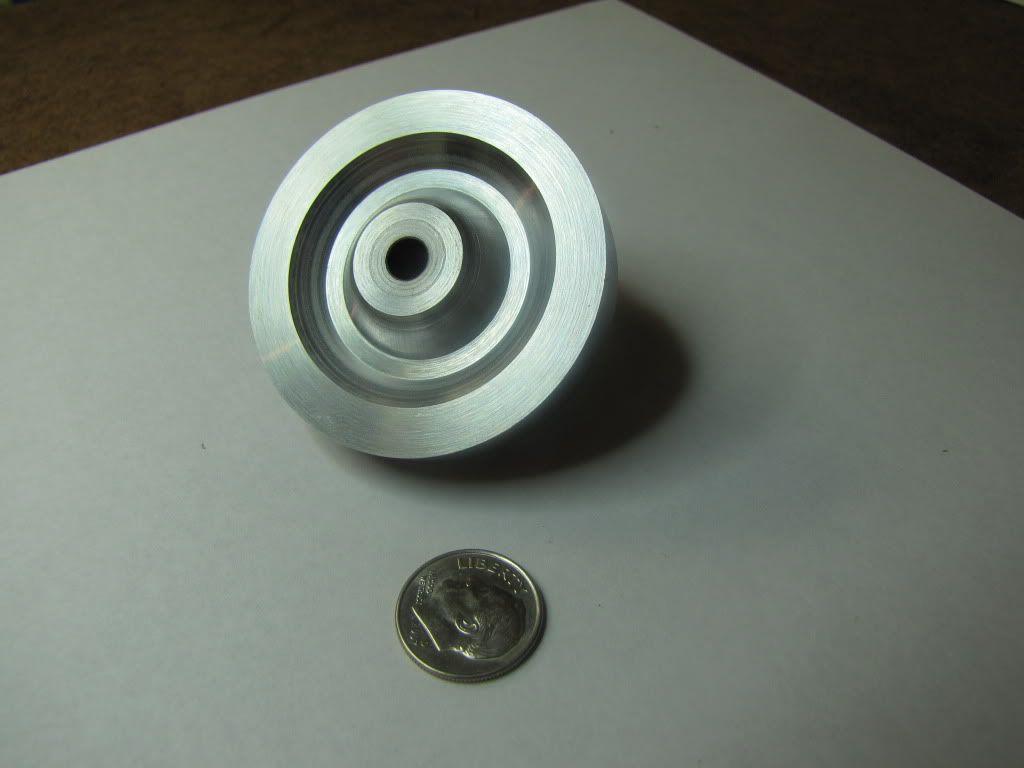
I used the same approach as on the sides of the cylinder. Plunged a little then cut to the tapers. The question was...how do I know where the edges of the rims/hub/boss are?
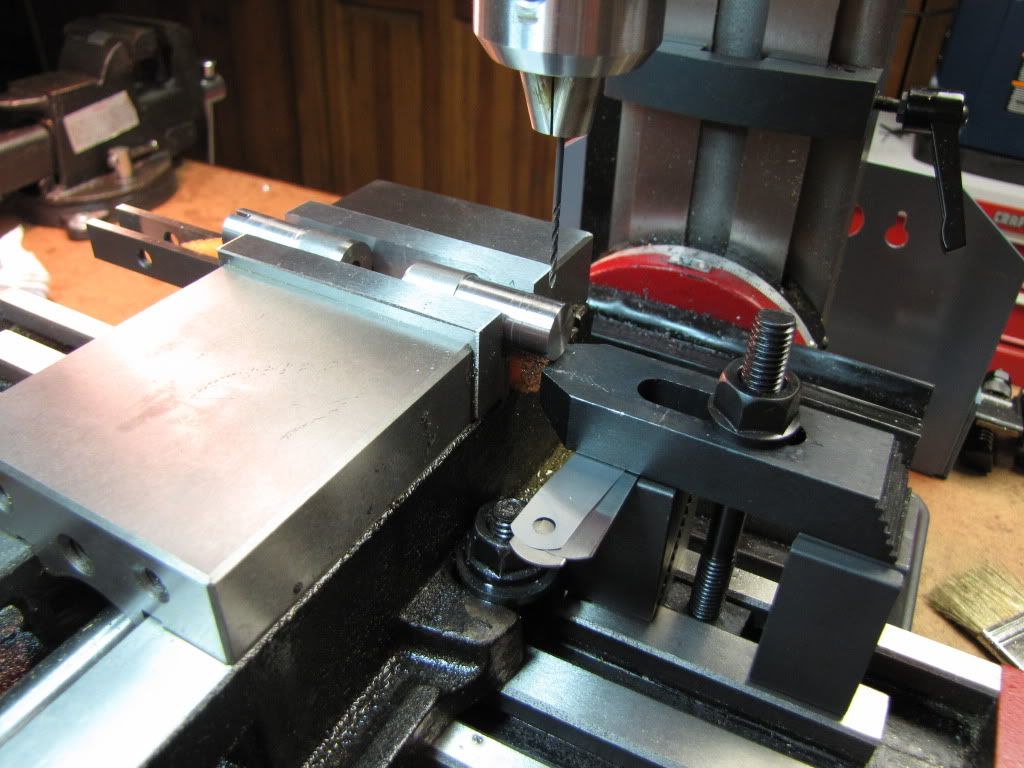
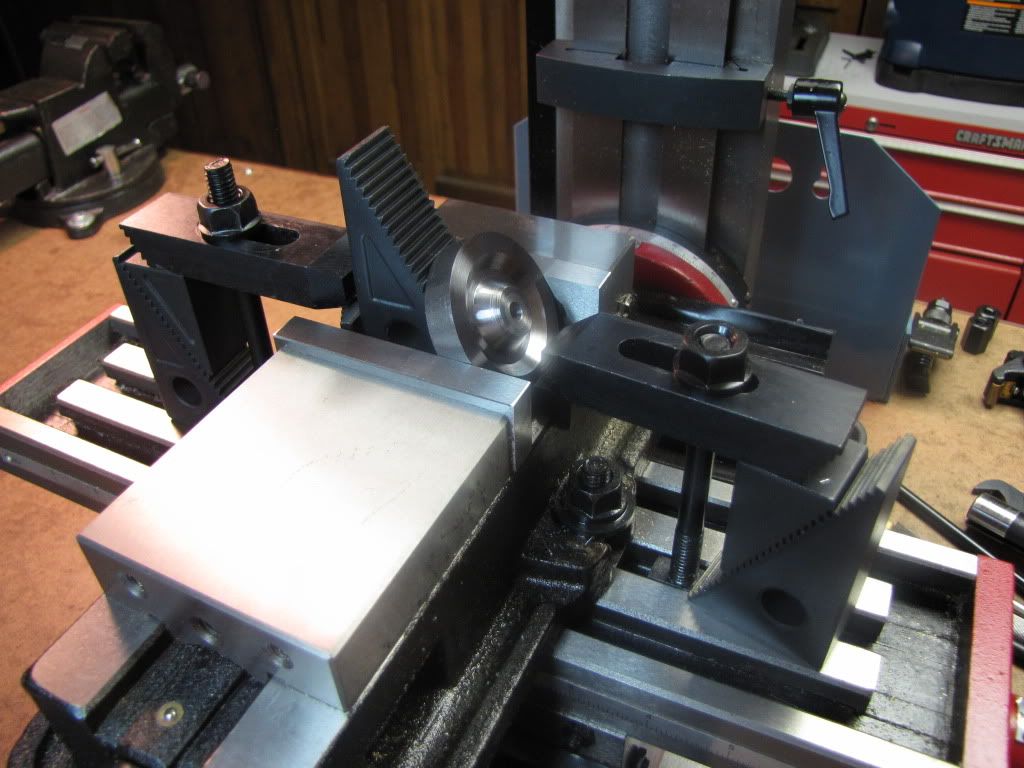
Step Blocks i think. Not that i know anything but a piece or two of an old soda can as chaffing material will help reduce the "Vise marks" on your flywheel. After you drill that hole tap it then and there using the same setup to keep the tap straight.zeeprogrammer said:A hole needs to be drilled into the boss 60 degrees to the bore.
I have no angle vise.
I have memories of Marv telling me to be careful of objects 'squirting out'.
The saw-toothed blocks (what do you call those) from the mill's clamping kit form a 30/60 angle. Hm...
What do you think...
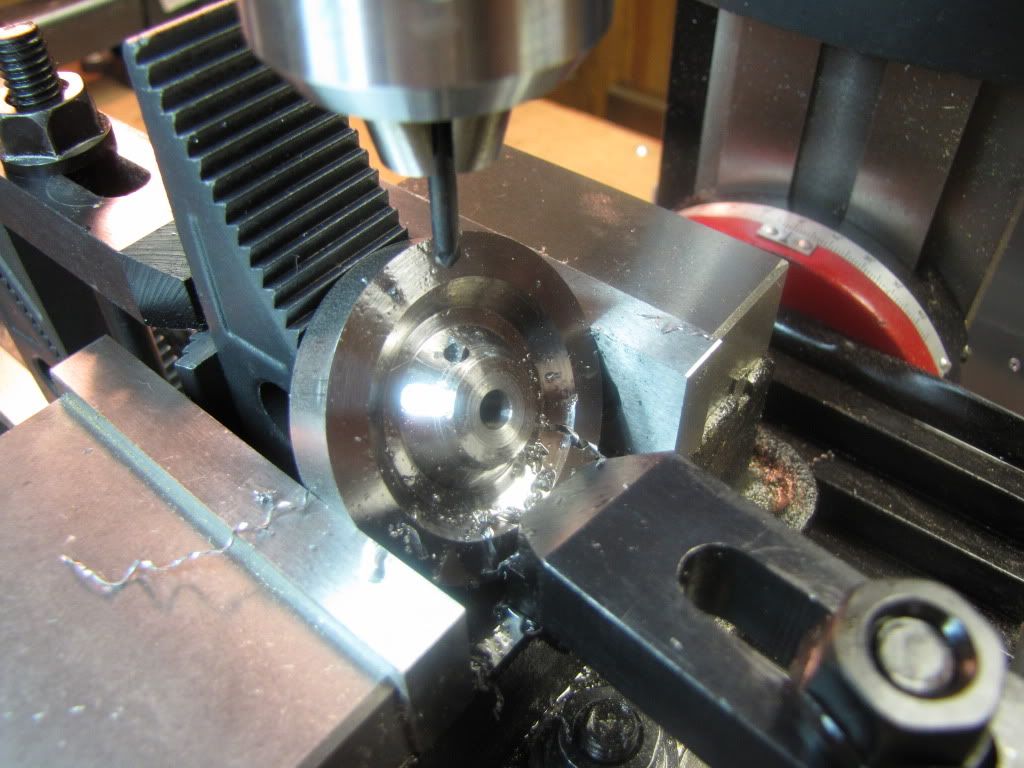


zeeprogrammer said:I don't need the tequila remedy.
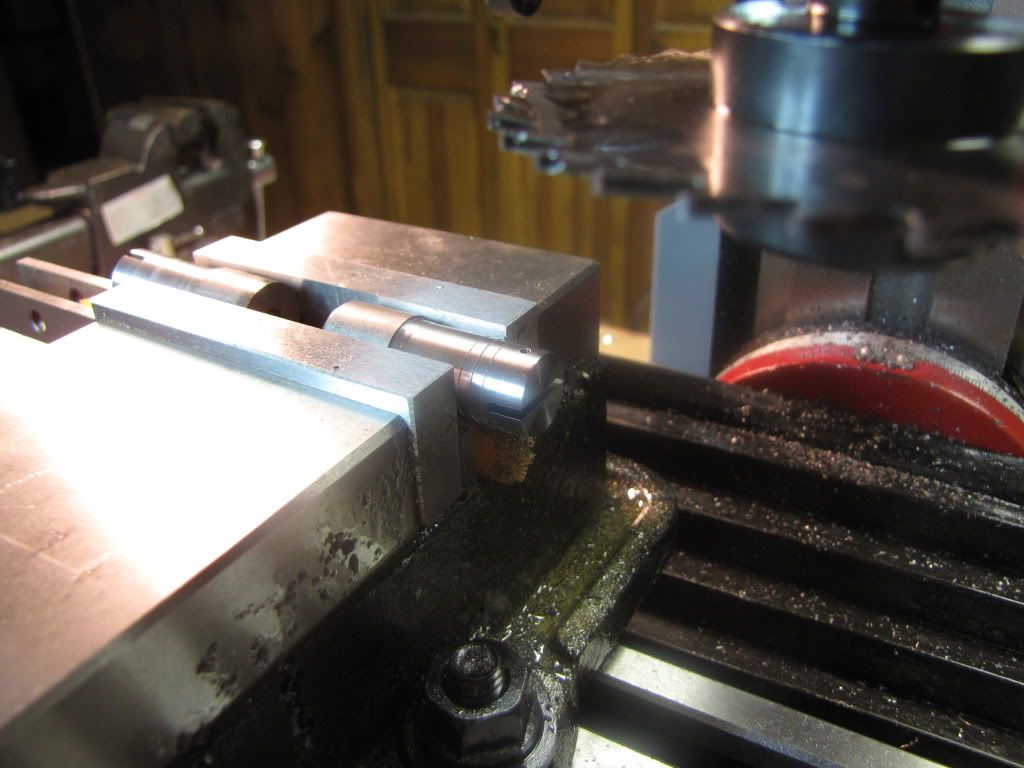
Center drilled.
Drilled.
Screamed.
Foozer said:A piece of close fitting stock down the flywheel shaft hole, dab of loctite or other to keep it from moving will help reduce the bits tendency to "pull" when breaking through.




















