The pistons were made from 7075 aluminum. I mentioned earlier in the build post that I decided from the onset to use commercial piston rings for the O5 as opposed to making my own. I wasn’t sure I would be up to the task of rings on a first engine build. Maybe not so much machining the rings & fixtures, but doing the proper treating for the gap because I don’t have an oven & wasn’t quite sure about using a torch. I wanted to provide the engine the best chance to run, so this seemed logical at the time given all the other variables of engine building. As mentioned during liner making, buying the rings might be kind of false logic, or at least on a multi-cylinder engine, because it thereby requires you to make each cylinder bore identical to one another, to a correct dimension within tenths and to a correct finish, 5 times plus spare(s). Collectively, I think is more work & more challenging.
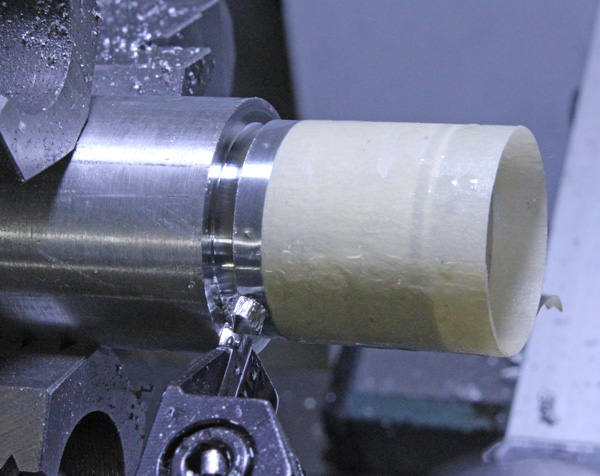
The O5 bore is essentially the same as an OS 56 4-stroke (0.56 CI). So along with the rings I also I purchased a single piston to replicate the ring grove dimensions and slight diameter reduction around the crown. Picture shows the commercial die cast? piston alongside my tester blank. Also of interest, the OS piston ring dimensions & open gap with is pretty much bang on what Trimble method works out to. The pistons are 0.0025" undersized to liner so just requires careful finishing & measuring using the same micrometer.























































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)