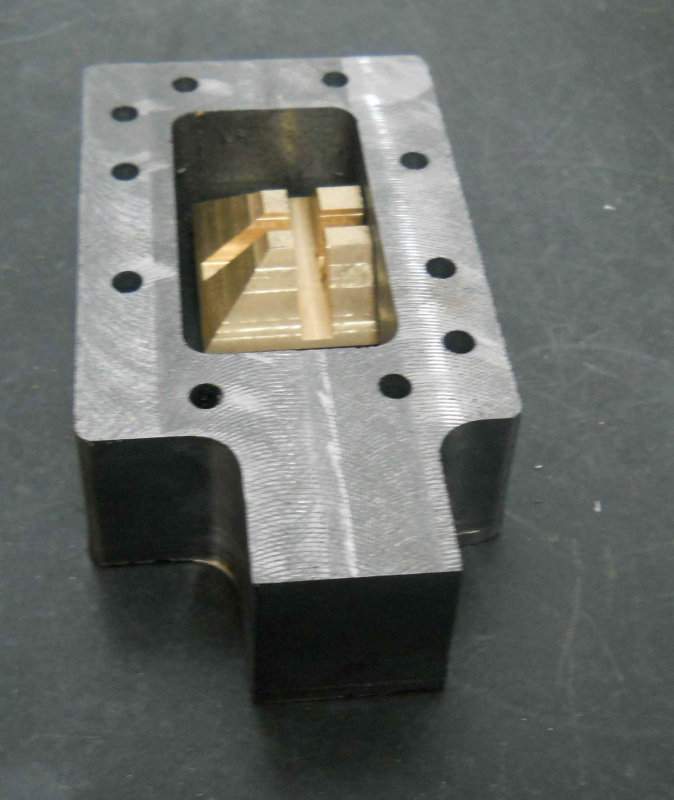
I was able to trim the tee so that it and the cylinders will fit flush to the outside of the frames. Then it was on to work on the steam chests. While these are relatively simple. I still put in a lot of hours over the past three days.
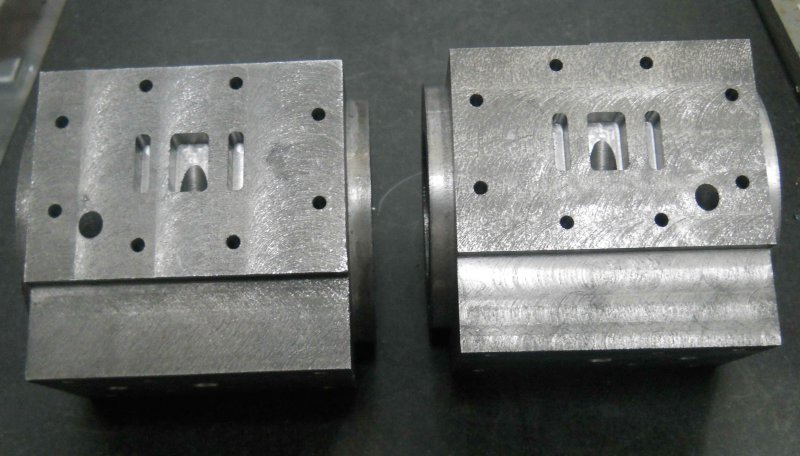
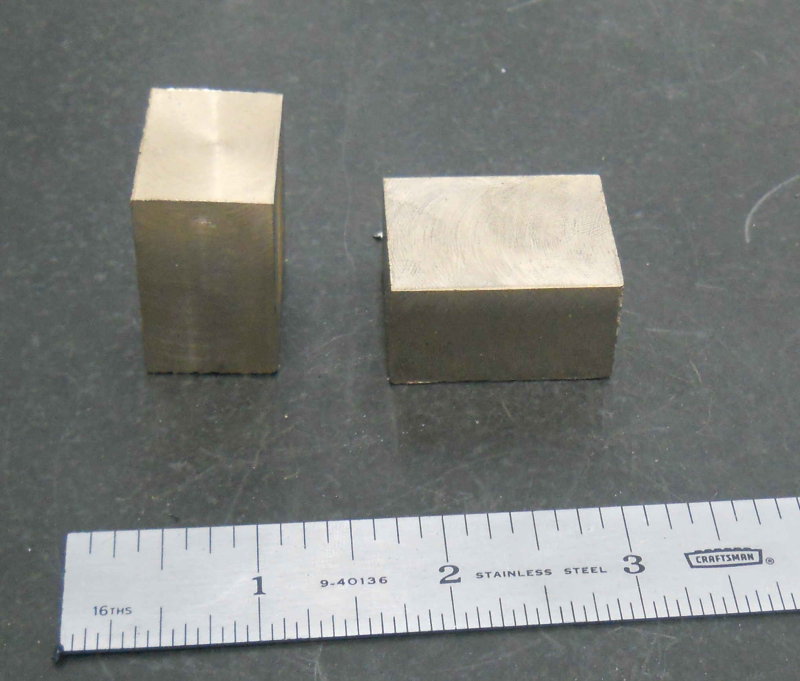
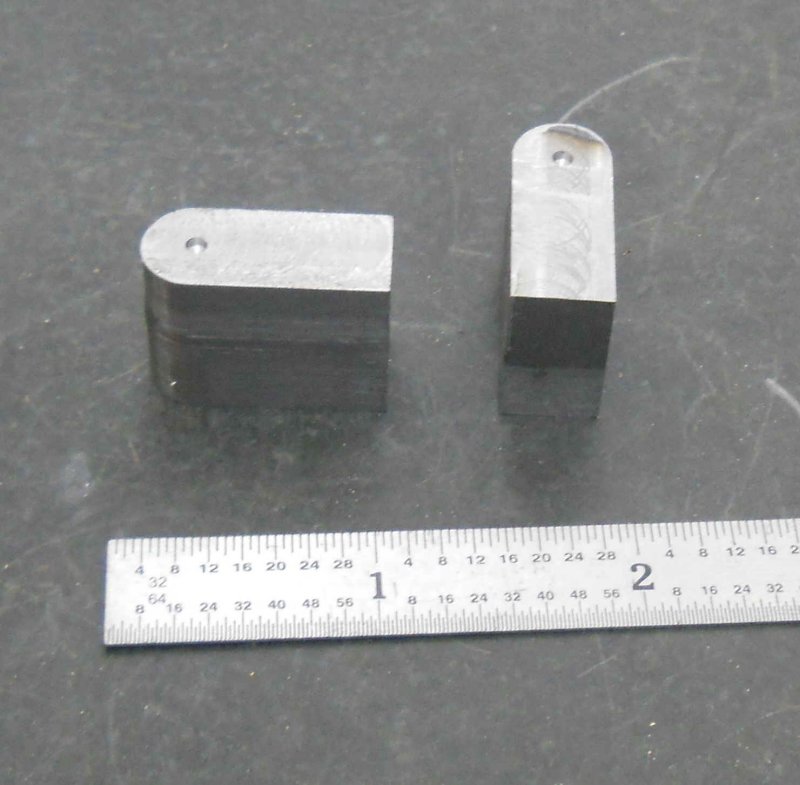
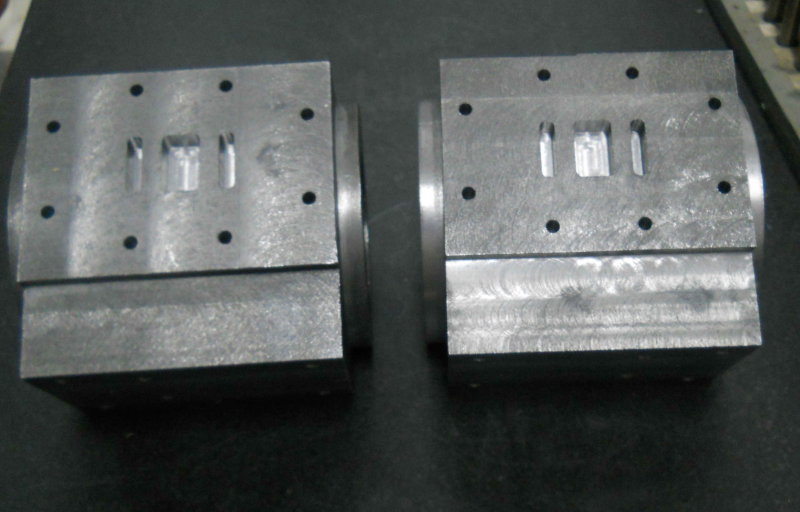
I had a 13" bar of 3.25x1.5 CI, enough for the two steam chests and a third if I screw up. After sawing into thirds and squaring each piece, I had a couple of these.
The bars are advertised to finish 1/4" less than the size. Since the chests are 2-3/16" wide, I would not have had much allowance with a 2-1/4 width. However, that meant a lot of CI turned into swarf.
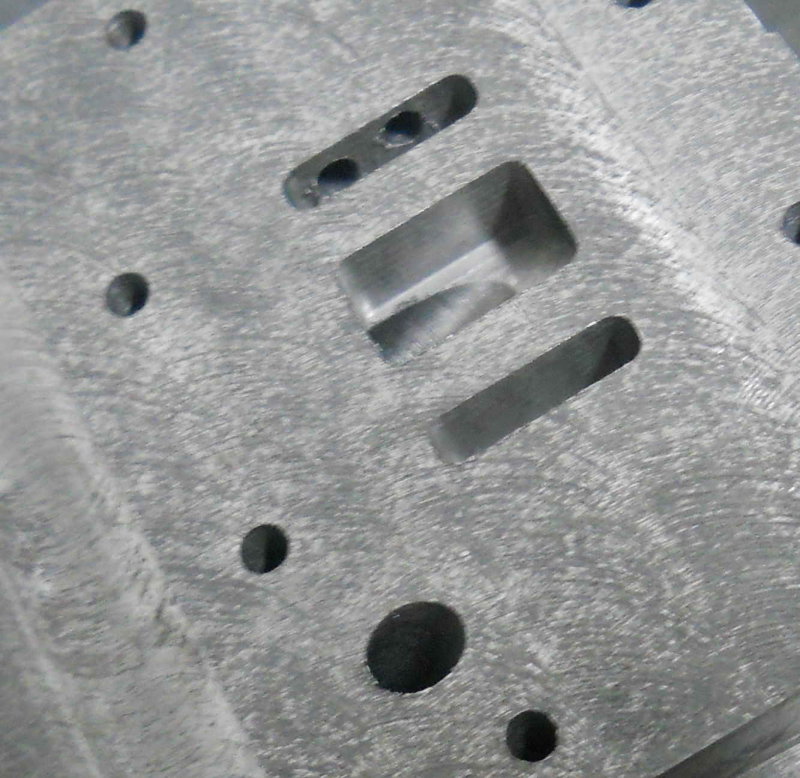
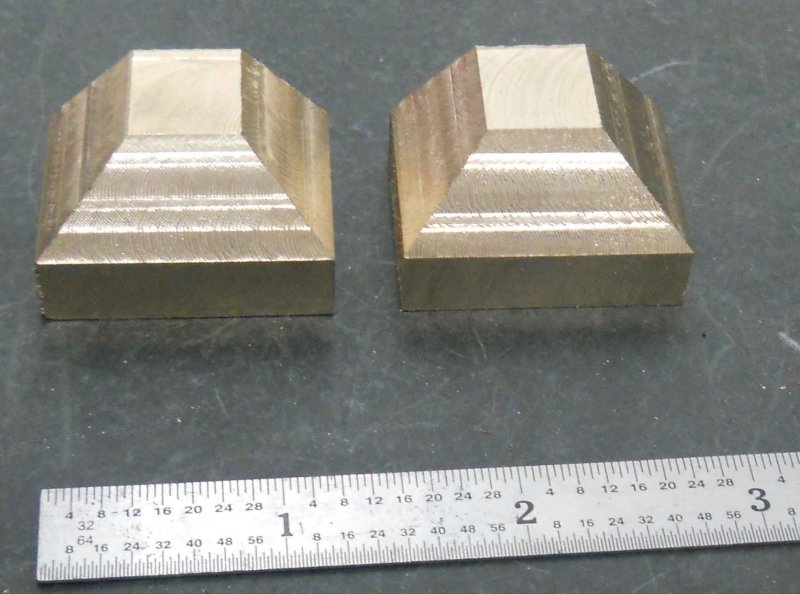
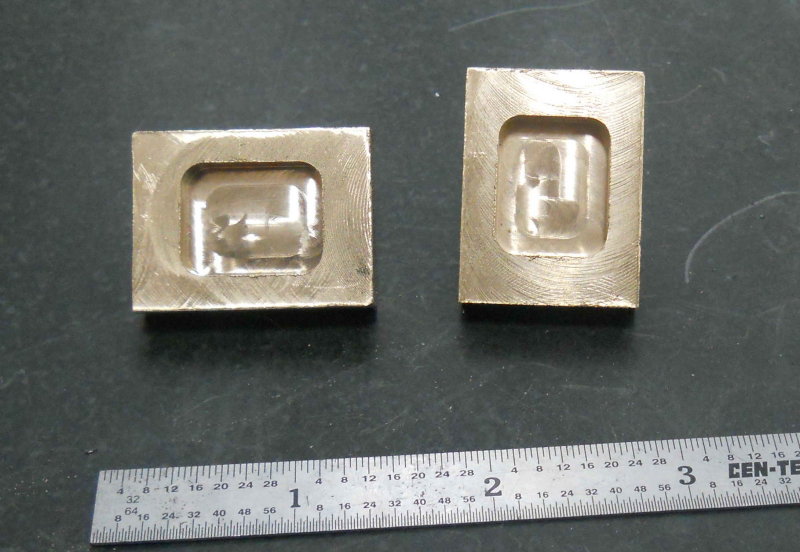
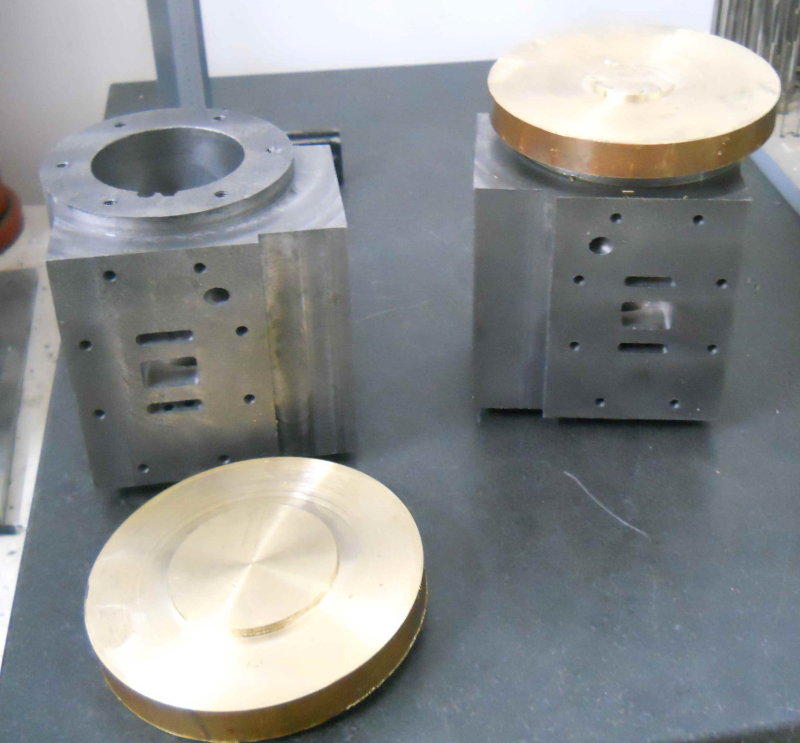
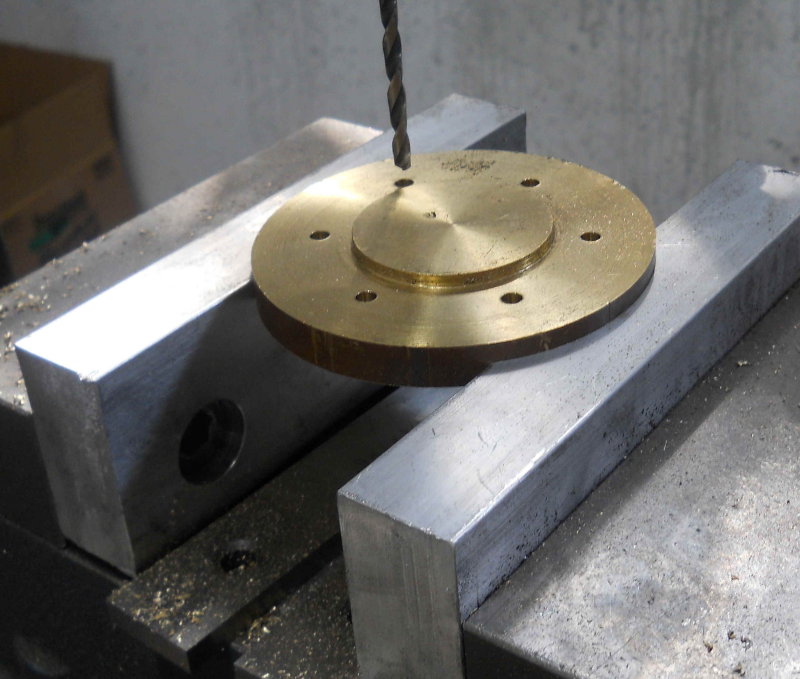
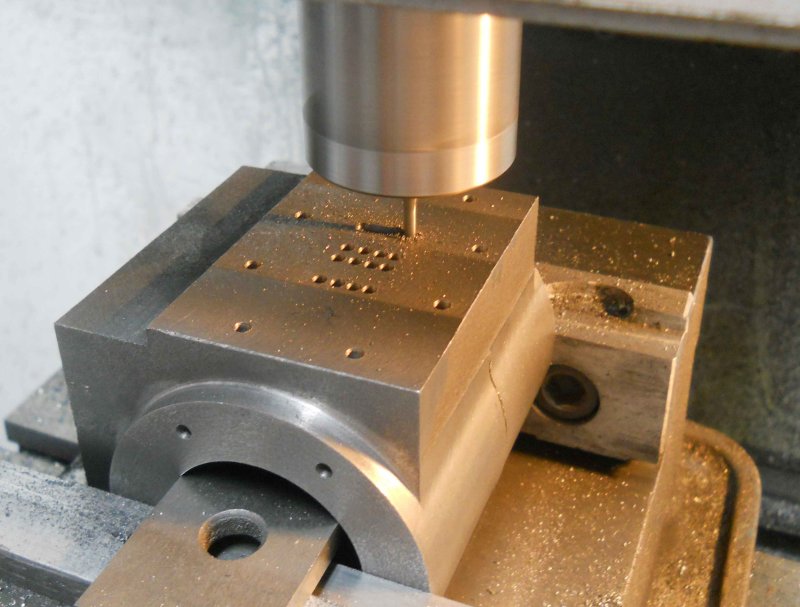
Next, used the CNC mill to drill the mounting holes and machine the outer profile. I added two additional holes which will attach to the cylinders but be countersunk and not go through the cover. These will allow the cover to be removed without the steam chest moving. The larger hole in the center is just to allow milling the center pocket with a non-center-cutting endmill.
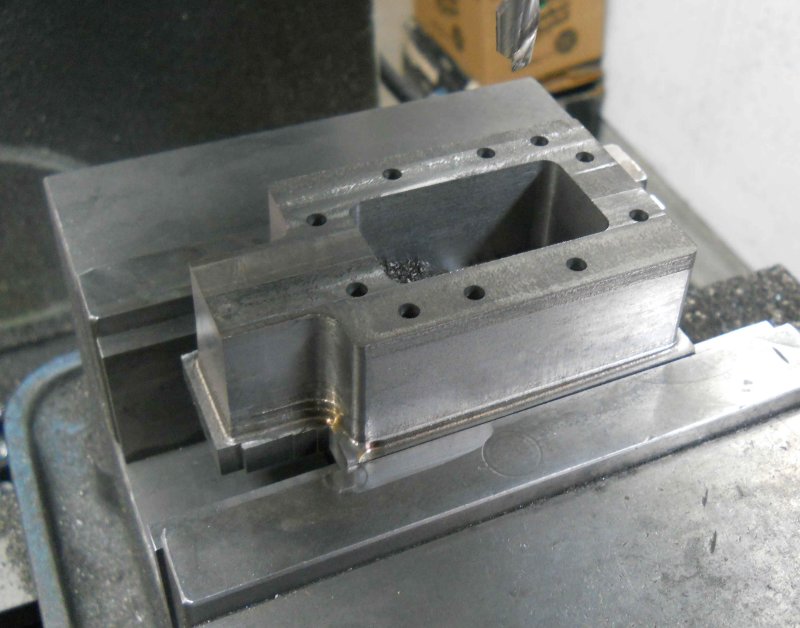
Next the bottom 1/4" is milled off using the bridgeport, leaving the steam chest 1" thick. The slide valve does appear to fit.
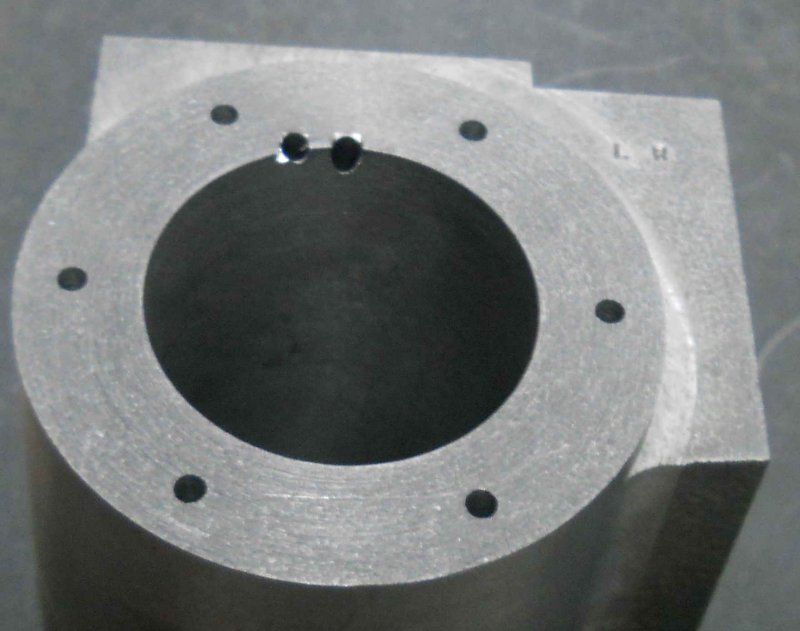
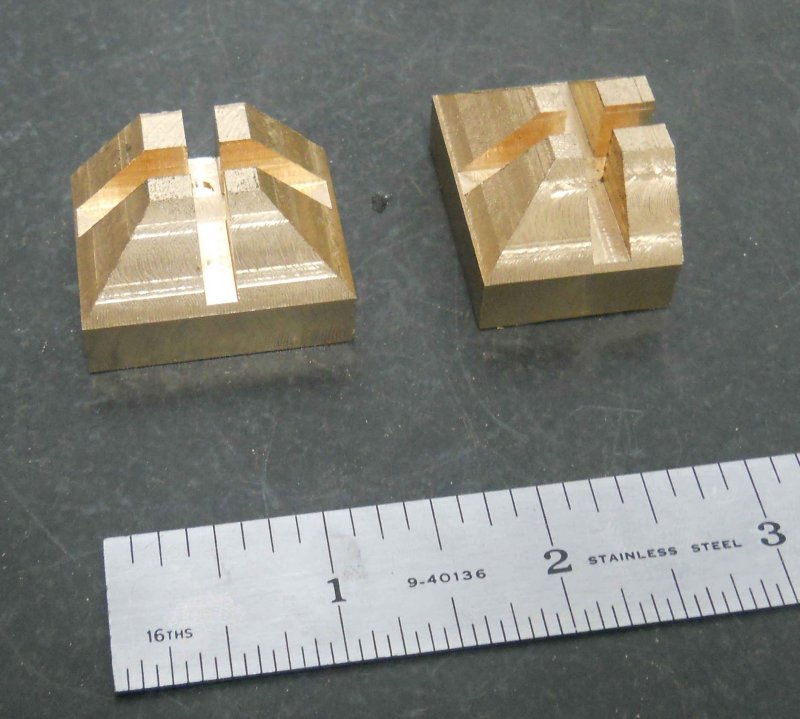
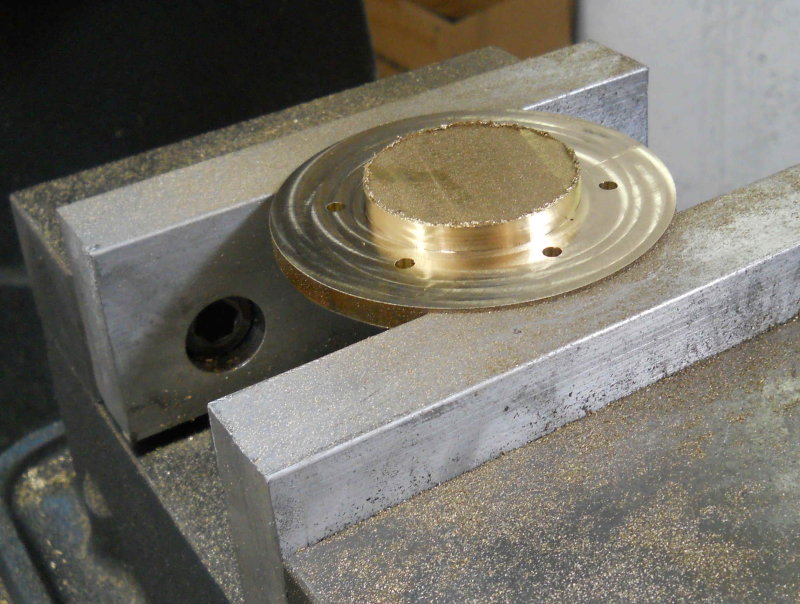
Rather than turn the spigot on the lathe, I used the CNC mill to do it faster.
Finally today, put the tee and cylinders together on the frame. I had to trim the ends of the tee a bit as it's a close fit in the frame pocket.
Still to do on the steam chests:
1) Bore a pocket in the spigot for the bushing (yet to be made) and o-ring, then the threaded hole for the bushing retaining screw.
2) Drill the hole for the valve spindle; I will do this with the bushing in place so that all is concentric.
3) Bore the passage in the inner wall to expose the steam admission port in the cylinder.
4) Countersink the two extra mounting holes
























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)