




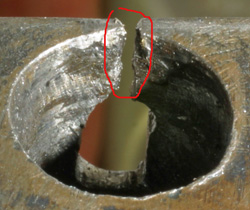
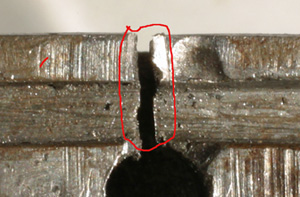
I have a cracked frame that I need to braze/silver solder. See the pictures below.
The crack is ~.017 wide, .200 long and .060 thick. The hole shown is .450.
My problem is that I need a way to hold the solder from running out the backside.
I was thinking of turning an aluminum "plug" (that the solder wouldn't stick to) that would just fit in the .450 hole, but how much will the aluminum expand under heat? I don't want to expand the crack any.
Any other suggestions??

The crack is ~.017 wide, .200 long and .060 thick. The hole shown is .450.
My problem is that I need a way to hold the solder from running out the backside.
I was thinking of turning an aluminum "plug" (that the solder wouldn't stick to) that would just fit in the .450 hole, but how much will the aluminum expand under heat? I don't want to expand the crack any.
Any other suggestions??


















































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)












")


