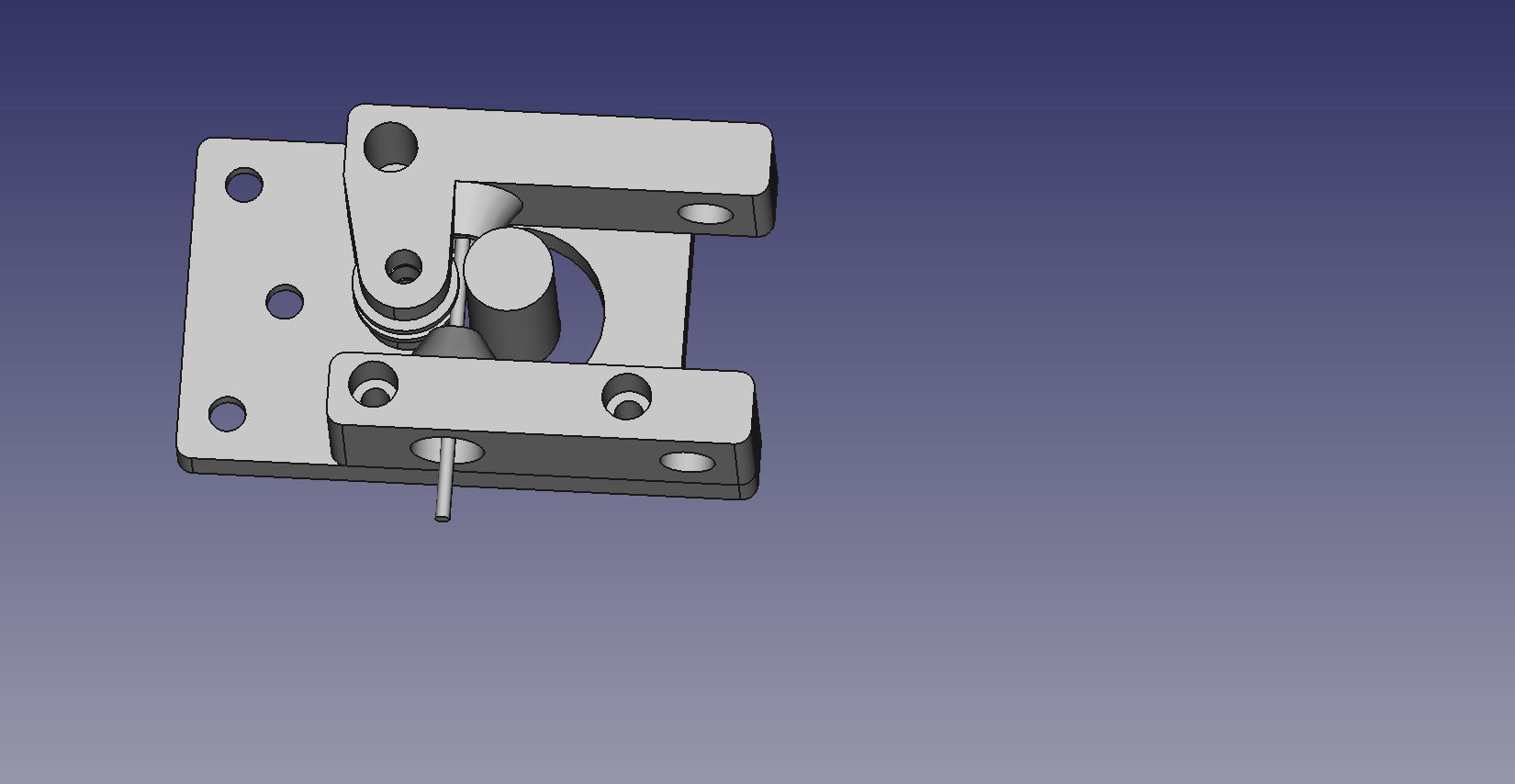
John, here are some 3d model views, some pictures, and the .stl file of the extruder I am using. I designed it in your favorite program (FreeCAD
")
) and 3d printed it. As you can hopefully see, this extruder uses PC4 connectors that allow the 4mm od / 2mm id PTFE tubing to pass through. The end of the PTFE tubing that forms the Bowden tube is cut into an \/ shape so that it can be positioned right up next to the gear/pulley that forms the driver for this type of extruder. A short piece of PTFE tubing, with the end cut into a /\ shape, leads the filament into the extruder, again positioned right up at the business end. This particular design allows the extruder to be screwed into the back of one of the upright panels that form the z-axis.
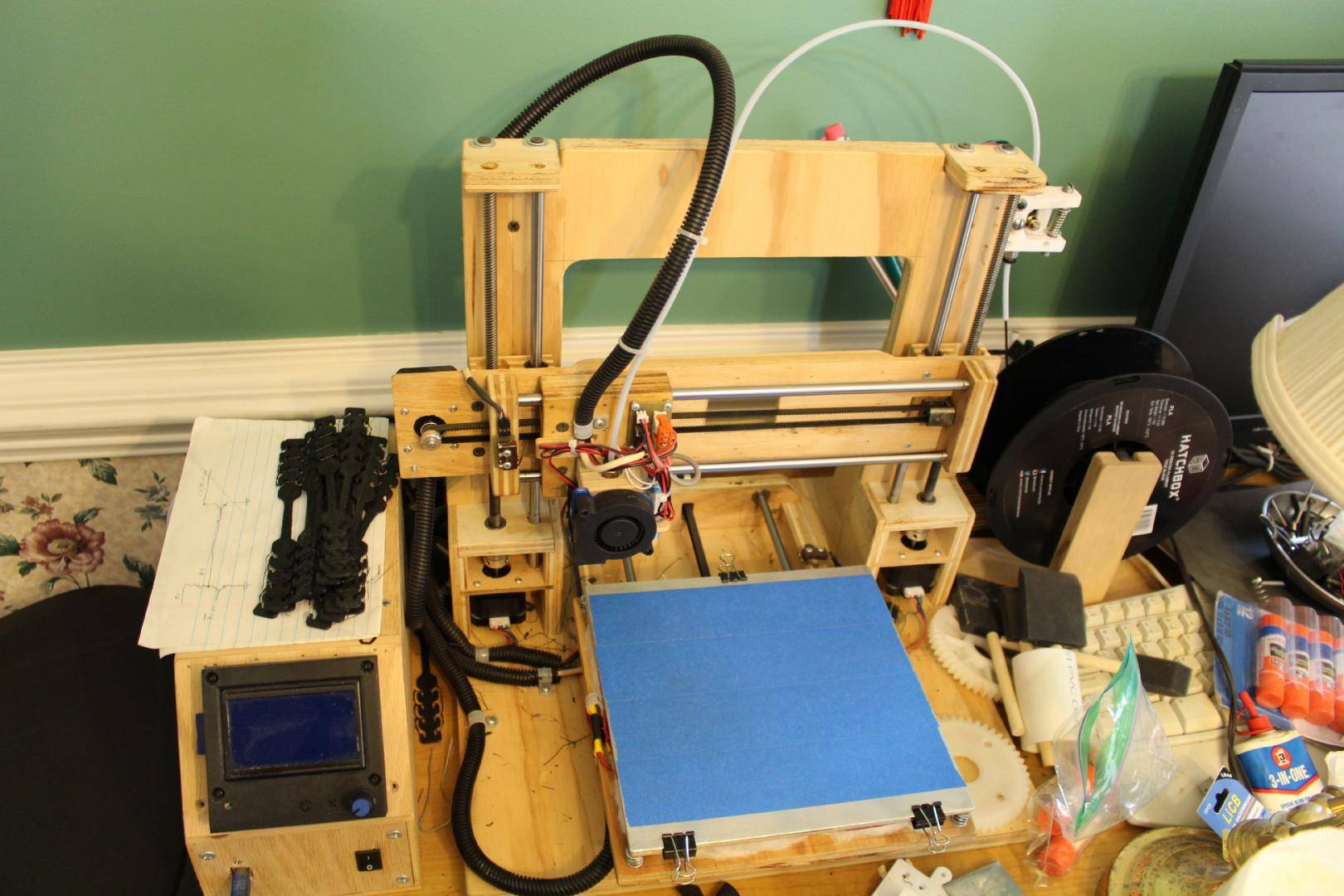
I had doubts about how well this 3d printed extruder would work. For that matter, I had doubts about how well the whole printer would work - it is a (nearly) all-wood design that I came up with many years ago - shown in the last picture. But it has been working reliably for many years now. There are some things I would do differently, and I have done some design work in view of upgrading ... maybe one day I'll get that done. In any case, when I first built the printer, I was using a cheap aluminum extruder off of eBay. It worked on the same overall principles in terms of how it applied pressure to pull the pulley against the gear, but did not have the ability to feed the PTFE tubing through. I used that cheap extruder to print two or three variants of designs before finally coming up with this one. I am pretty sure I printed this in PETG, just in case the stepper motor would get hot enough to allow PLA to deform.