Hello all!
I`m here again to show you my progress on the Tiny inline 4.
This time I dedicated my time to the distributor.
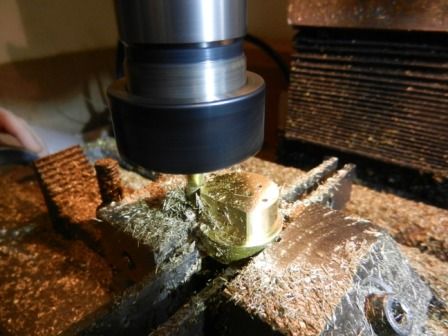
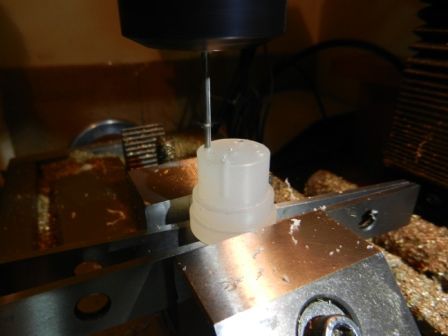
The picture bellow shows the body on the turning operation.


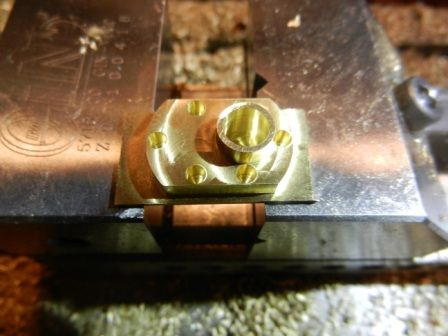
In order to hold the body on the milling vise for profiling the top where the cap goes, I made a kind of collet. I turned a washer with the ID the same dimension as the small Diam. of the body than cut it in two pieces.
You can see how it worked on the photo bellow.

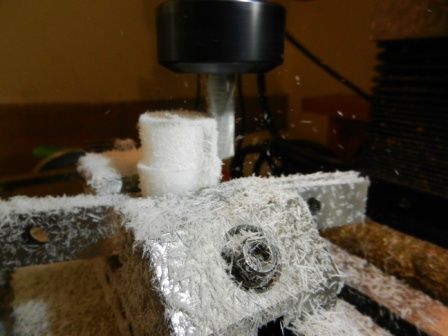
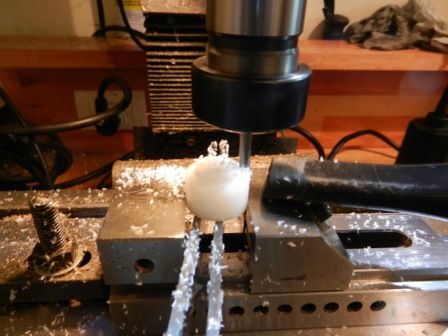
Here the body is ready for the milling operation

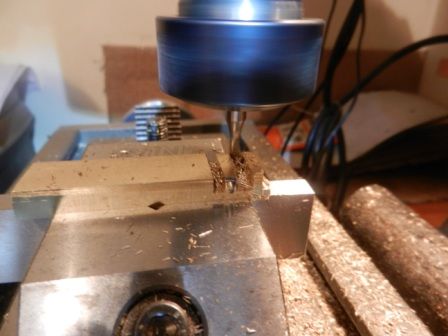
milling the contour for the cap. Sorry it is out of focus

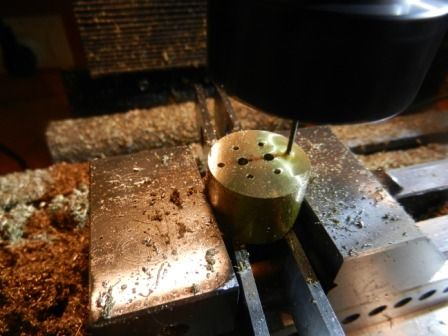
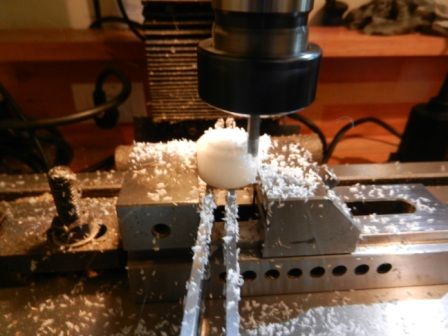
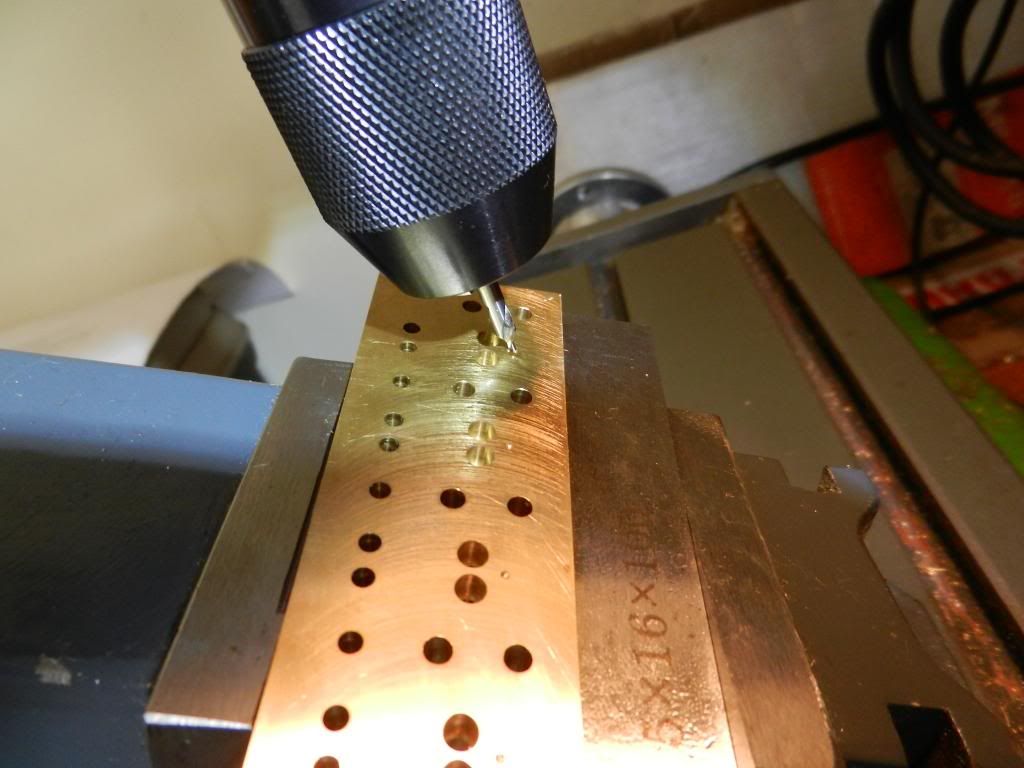
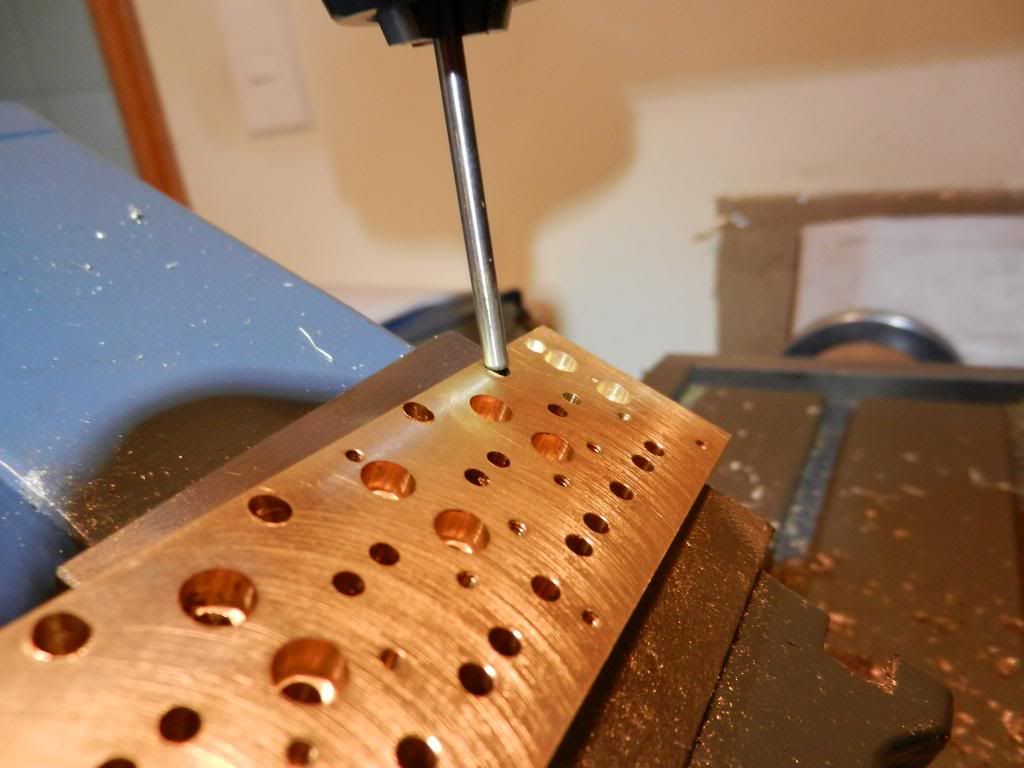
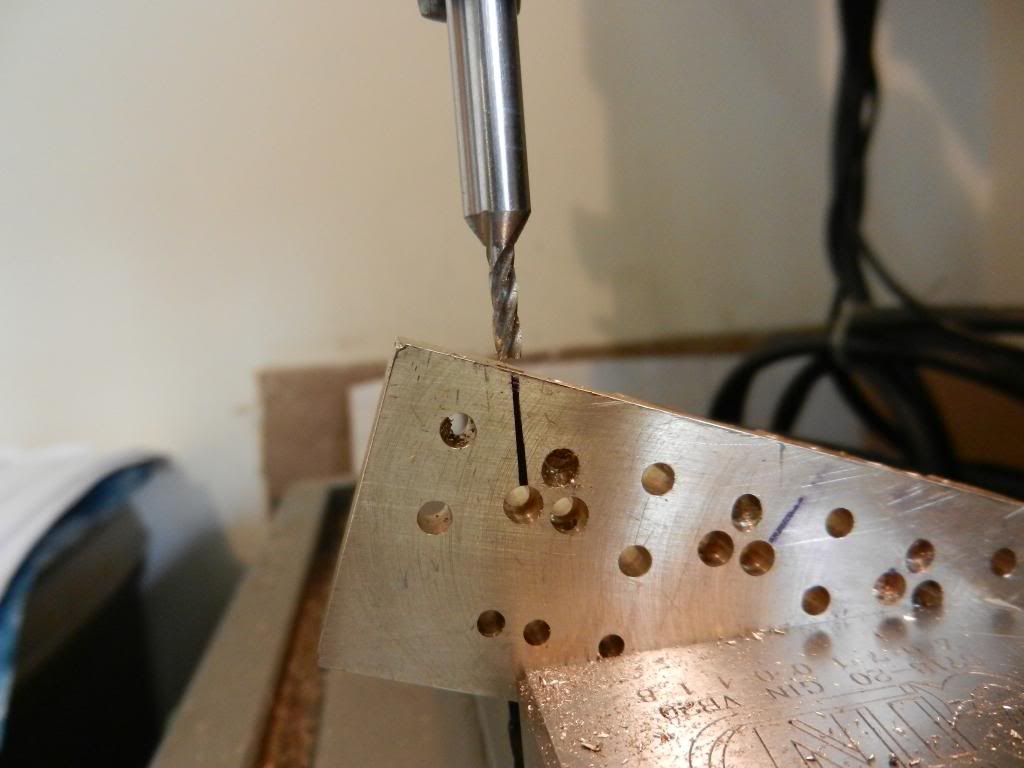
Drilling tho holes for the magnet bracket

Here you can see the distributor clamp. I did that with the help of CNC.

Here what you see is a arbor I turned for a small lathe chuck I purchased in Austria (Proxxon brand) during a trip with the family.
I decided to buy that because it is very useful for very small jobs. In spite of my lathe being small, it not good enough for such small works.
The store I purchased it is quite unique. I found it by chance waking down the street in direction to the metro station. I found a lot of very very intersting things there that hobbists like us would spend a fortune. Besides the chuck also purchased small drill in 0.1mm increments, small taps and dies 1.0mm, 1.4mm. I fell in love with a small rotary table but was too heavy for the luggage.


Here is the little baby installed on the lathe. It is OD. 64mm and the jaws are very precise.


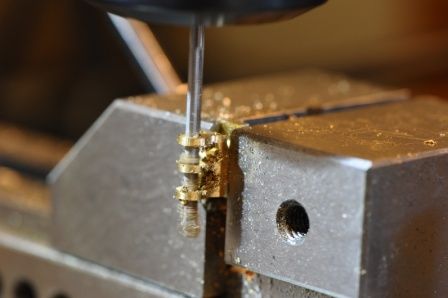
This picture shows the the preparation odf the hall sensor strap. I used the same process that Kelly used on his engine. Turned a kind of cap to provide the correct OD/ID than moved to the mill on the ratary table to cut it off.


Here the blank is alrerady on the rotary table, drilling the holes for the small screws 50 degrees from each other.

Now cutting it off with a 3mm end mill

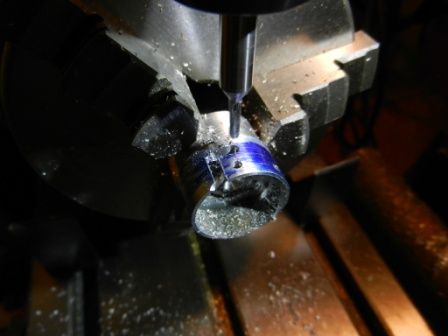

Finished part

It now the turn of the Magnet Bracket.
This part turned to be a huge headake for me. The project called for aluminum material, however the supplier of the CDI recommended to make it out of non metalic material. So I decided to use samll pieces of Corian I had over the bench. Kell recommended Delrin. After hour of machining work on the very final operation it suddenly broke (I found this material is good isolator but also very fragil). I started all over again using this time DELRIN!!!!!! Worked very nice.
Preparing the blank



[URL=http://s1266.photobucket.com/user/epicler/media/2013-05-05%20Distributor/DSCN2276_zpsb89d865f.jpg.html]
Here is where it broke:wall:
[URL=http://s1266.photobucket.com/user/epicler/media/2013-05-05%20Distributor/DSCN2284_zpsa2415c66.jpg.html]

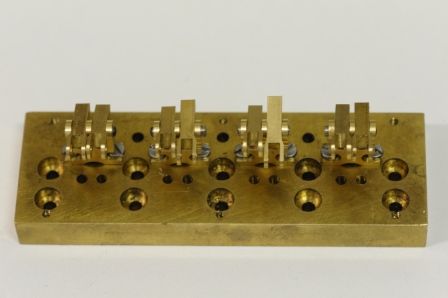
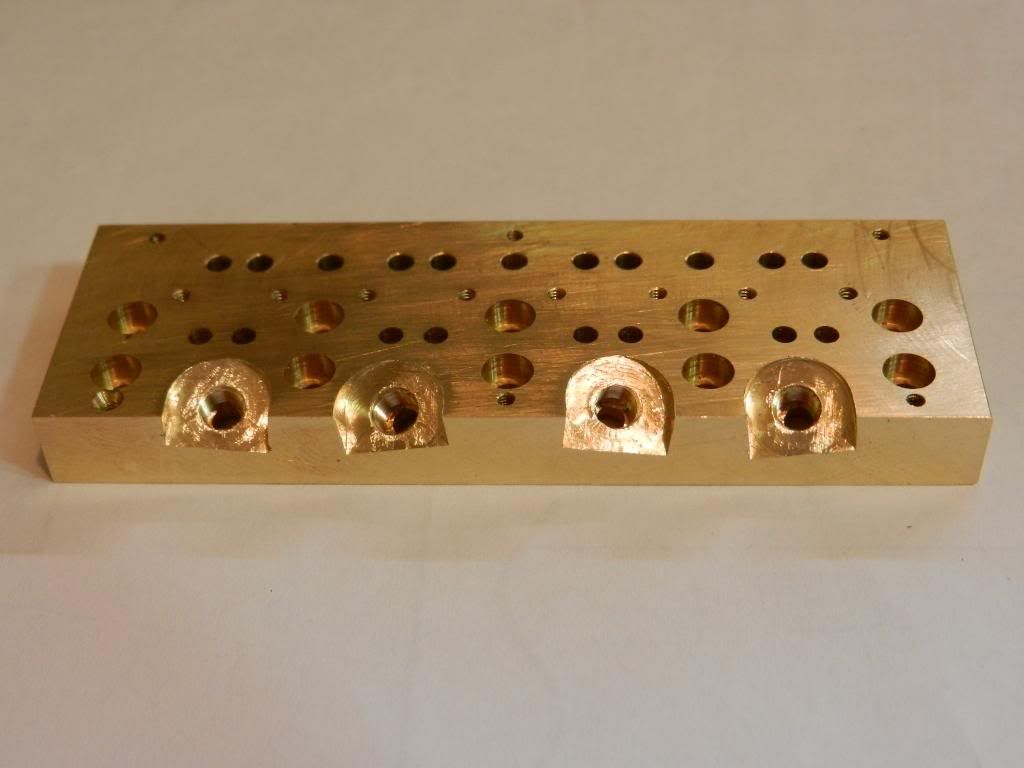
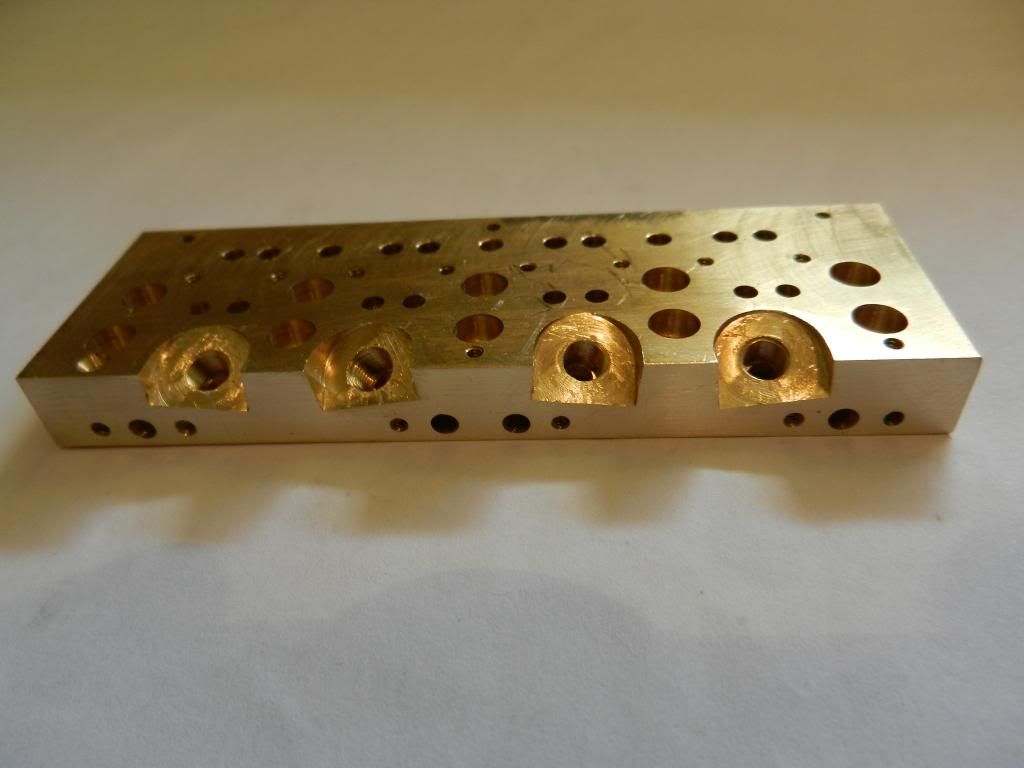
The Cap contacts

A few parts of the distributor


Here I`m making the Magnet Bracket ot of DELRIN!!!!:fan:


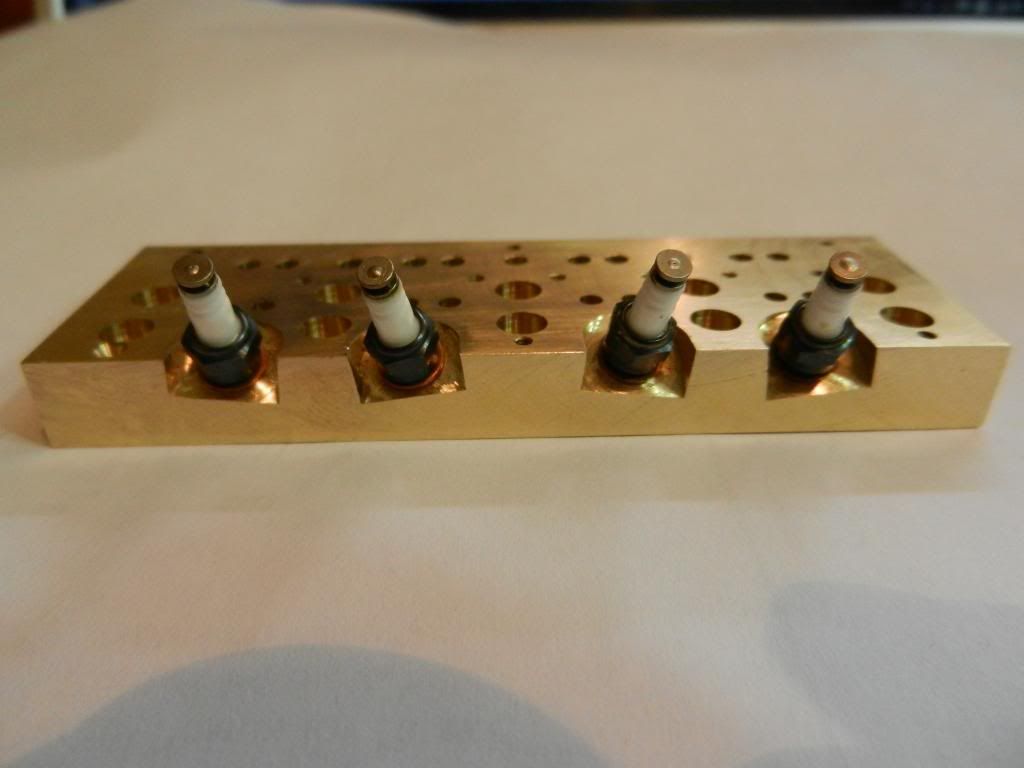
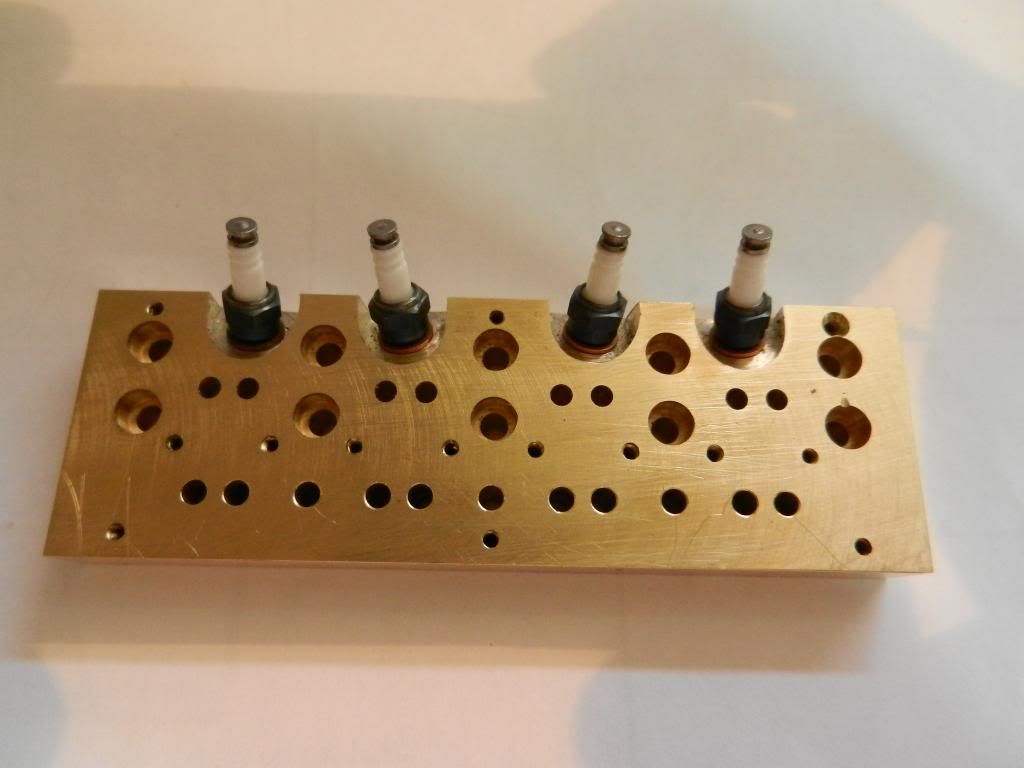
More view of the dist. parts

Finally the great Distributor finished


A view of how the little beast is looking like so far. I also have made several intarnal parts that is not shown on this shot.

Well, I can tell you guys, the distributor was really a big challenge for me. The parts are so small and precise, I had to make two or three parts each component. But that is OK. I got a lot of experience.
Thank you Kelly for your imputs and hints.
I will need to remake the small mitter gears for the distributor/camshaft. I did not correct the profile of the theeth.
Kelly sent me a link of a thread here talking about how to do that.
That`s it for today.
Edi