
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Building of TINY INLINE 4 in Brazil
- Thread starter e.picler
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
") That lathe set up looked very hairy, looks like the machine would have started bouncing.
That lathe set up looked very hairy, looks like the machine would have started bouncing.Thanks Brock.
Yes I agree with you that reveled to be very unappropriated, you are also right about the lathe bouncing.
I thought it would be easier for machining that on the rotary table. I spend a couple of hours before getting to that setup because I had to change the lathe chuck and when I got the 4 independent jaw I found that it had different attachment holes (4) and the lathe is 3 holes so, I had to rework it.


Thanks,
Edi
Yes I agree with you that reveled to be very unappropriated, you are also right about the lathe bouncing.
I thought it would be easier for machining that on the rotary table. I spend a couple of hours before getting to that setup because I had to change the lathe chuck and when I got the 4 independent jaw I found that it had different attachment holes (4) and the lathe is 3 holes so, I had to rework it.
Thanks,
Edi
Hello everybody!
I apologize for not posting for a long time. I was deeply envolved in installing the CNC kit on my milling machine.
After the installaton I had to learn G code programing. I purchased a DVD training curse on G code. I did some exercise programming manually and using pieces of MDF material to test my programming skills.
Later on I meet a teacher for CNC programming and he told me about the MASTERCAM Software. Then again I purchased another DVD teaching how to use the Mastercam software which contains several exercises. This software is really something. I started programing the parts of the Tiny inline four engine using this Software.
I will be posting this week photos and details of my progress building the TI4 with the help of the CNC on the milling machine.
Thanks,
Edimilson
I apologize for not posting for a long time. I was deeply envolved in installing the CNC kit on my milling machine.
After the installaton I had to learn G code programing. I purchased a DVD training curse on G code. I did some exercise programming manually and using pieces of MDF material to test my programming skills.
Later on I meet a teacher for CNC programming and he told me about the MASTERCAM Software. Then again I purchased another DVD teaching how to use the Mastercam software which contains several exercises. This software is really something. I started programing the parts of the Tiny inline four engine using this Software.
I will be posting this week photos and details of my progress building the TI4 with the help of the CNC on the milling machine.
Thanks,
Edimilson
Looks great Mr. Picler! Glad to see you decided to share your progress with us.
hacklordsniper
Well-Known Member
- Joined
- Oct 16, 2012
- Messages
- 182
- Reaction score
- 70
Can i ask what mill you use, it seems its Optimum?




$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official









$25.34
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc












$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC


$17.90
$24.95
Backyard Building: Treehouses, Sheds, Arbors, Gates, and Other Garden Projects (Countryman Know How)
Amazon.com

$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies












$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline

$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline

$180.50
$190.00
Genmitsu CNC 3018-PRO Router Kit GRBL Control 3 Axis Plastic Acrylic PCB PVC Wood Carving Milling Engraving Machine, XYZ Working Area 300x180x45mm
SainSmart Official

![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC



$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies






$39.58
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop

$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies

Can i ask what mill you use, it seems its Optimum?
Hello Hacklordsniper!
Yws it is Optimum machine. I purchased two machine from them last year, one D180 Vario Lathe and one BF20 Milling Machine with some acessories.
This year I purchased the CNC kit for the milling machine.
Do you need some specific information?
Thanks,
Edimilson
This post was edited.
Edimilson
Edimilson
Last edited:
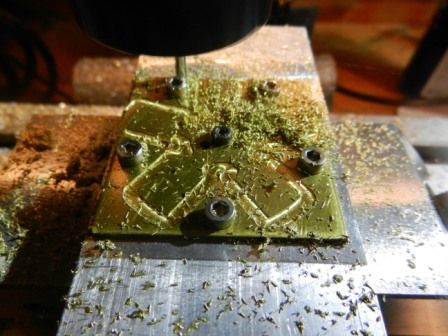
Before I show you my adventure with the CNC kit, I want to show you the machining of the timing cover without the use of CNC help.
Machining the botton side gears pockets.



Shaping the top side.


Rounding the corners.



On the next post I will show the finishing of the top.
See you.
Thanks.
Machining the botton side gears pockets.
Shaping the top side.
Rounding the corners.
On the next post I will show the finishing of the top.
See you.
Thanks.
- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
My CNC training was on Mastercam at school, but it's expensive for a home shop. Like Steve Hucks, I've been using Cambam.
The build is going very nicely.
The build is going very nicely.
hacklordsniper
Well-Known Member
- Joined
- Oct 16, 2012
- Messages
- 182
- Reaction score
- 70
Hello Hacklordsniper!
Yws it is Optimum machine. I purchased two machine from them last year, one D180 Vario Lathe and one BF20 Milling Machine with some acessories.
This year I purchased the CNC kit for the milling machine.
Do you need some specific information?
Thanks,
Edimilson
Hello, we have identical machines. Im quite happy with my mill BF20L but quite unhappy with the D180 Vario as it came with quite many manufacturing defects. How happy are you with yours?
Hello, we have identical machines. Im quite happy with my mill BF20L but quite unhappy with the D180 Vario as it came with quite many manufacturing defects. How happy are you with yours?
Hi,
I have the avaluation as you, happy with the BF20 and not so happy with the D180 it also came with some defects and the cross travel movement have too much lash. As Optimum does not CNC kit for the D180, I`m considering to by the ball screws and adapt to it.
Thanks,
Edimilson
hacklordsniper
Well-Known Member
- Joined
- Oct 16, 2012
- Messages
- 182
- Reaction score
- 70
Thank you.
As i remember Optimum offers a CNC kit for D180 but they are quite expensive. Im selling my D180 and will buy D280 x 700 DC Vario, hoping its better build
As i remember Optimum offers a CNC kit for D180 but they are quite expensive. Im selling my D180 and will buy D280 x 700 DC Vario, hoping its better build
Hello!
As I told you before I will start posting my progress building the TI4 using the CNC help.
The first part I selected was the timing cover. Yes it seems a quite complex part for the first experince with the CNC technology. The reason for that is that being that complex it envolved many different toolpaths what yould be a real test for my skills on CNC. Also I decided that because I had a help of a CNC programing teacher who has good knowlege about Mastercam.
I had to machine 2 parts because accidentally a touched the mouse pad of the computer and it caused a tool crasch damaging the almost finished part.
Here is the Timing Cover machined after the installation of a CNC kit on a originally conventional milling machine.
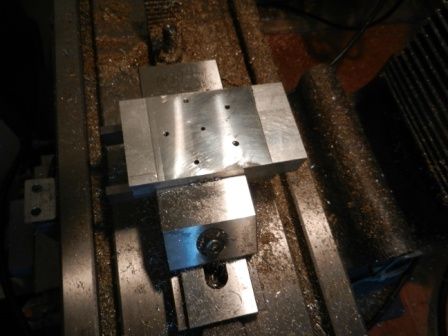
Preparing the stock material.


Machining the top of the part.

Rounding the top profile. It was done using a 3mm round end mill.


Next post I will show the machining of the botton side.
See you.
Edimilson
As I told you before I will start posting my progress building the TI4 using the CNC help.
The first part I selected was the timing cover. Yes it seems a quite complex part for the first experince with the CNC technology. The reason for that is that being that complex it envolved many different toolpaths what yould be a real test for my skills on CNC. Also I decided that because I had a help of a CNC programing teacher who has good knowlege about Mastercam.
I had to machine 2 parts because accidentally a touched the mouse pad of the computer and it caused a tool crasch damaging the almost finished part.
Here is the Timing Cover machined after the installation of a CNC kit on a originally conventional milling machine.
Preparing the stock material.
Machining the top of the part.
Rounding the top profile. It was done using a 3mm round end mill.
Next post I will show the machining of the botton side.
See you.
Edimilson
Last edited:
Sorry I don't know what I did wrong. The photos size got too small. I will post it again.
TKS,
Edimilson
TKS,
Edimilson
Hello guys,
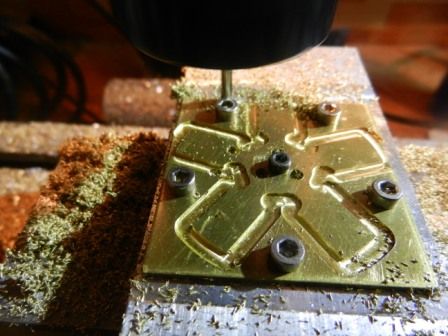
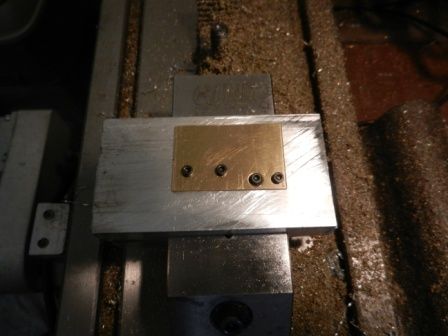
It is now the time of the btton side of the timing cover.
Gettingthe center of crankshaft hole as reference.

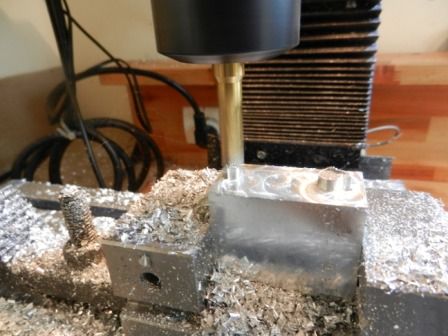
Drilling the initial holes.

Milling the holes using the circle mill pathwork. I used a 6mm flat end mill.


Some more pictures of the top.


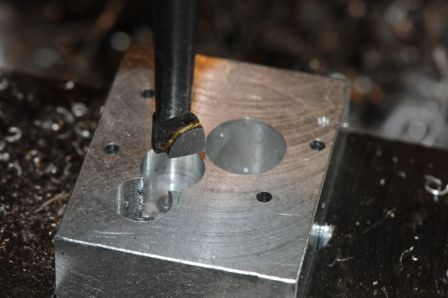
Drilling the distributor hole.

As I did not had the proper reamer diameter I used a Boring Head to finish the hole.

Taping the hole of the hold down clamp.

Finished part.



Next post I will show the conecting rods.
Thanks,
Edimilson
It is now the time of the btton side of the timing cover.
Gettingthe center of crankshaft hole as reference.
Drilling the initial holes.
Milling the holes using the circle mill pathwork. I used a 6mm flat end mill.
Some more pictures of the top.
Drilling the distributor hole.
As I did not had the proper reamer diameter I used a Boring Head to finish the hole.
Taping the hole of the hold down clamp.
Finished part.
Next post I will show the conecting rods.
Thanks,
Edimilson
Hello everybody! I`m here again to show youhow I did the tiny connecting rods.
Here I`m preparing the rod caps.


Preparing the rod body, taping the holes for the caps.

Now machining to the thickness.

Drilling the center holes.

Circle milling the bottom holes.


Cutting apart the blanks.

Machining the fixture to hold down theblanks.


Tapping the hole where the blank will behold.


The first blank read to have the contourmachined.

First contour machined. I did it in onepass for the depth and left 0.1mm as finish pass for the contour.

First connecting rod finished.


The first parts machined using the CNC.

That`s it for now. Next parts I will showis the cylinders liners, Rocker arms and the fan.
Thanks,
Edi
Here I`m preparing the rod caps.
Preparing the rod body, taping the holes for the caps.
Now machining to the thickness.
Drilling the center holes.
Circle milling the bottom holes.
Cutting apart the blanks.
Machining the fixture to hold down theblanks.
Tapping the hole where the blank will behold.
The first blank read to have the contourmachined.
First contour machined. I did it in onepass for the depth and left 0.1mm as finish pass for the contour.
First connecting rod finished.
The first parts machined using the CNC.
That`s it for now. Next parts I will showis the cylinders liners, Rocker arms and the fan.
Thanks,
Edi
Hello. As I told you on the last post now I want to show you the machining of the Cylinder Liners, ROcker Arms and the Fan.
Turning the Cylinder Liners.




Milling the the Rocker Arms. It was very nice to see the machining the contour of the part.



Here is a small video of the CNC operation.
http://www.youtube.com/watch?feature=player_detailpage&v=xEHYNunwBF4
After cutting the parts apart, I milled the back to the final thickness.


To machine the fan, I built a fixture with 6 taped holes to hold down the blank as shown on the picture bellow.
The blank bolted to the fixture. As you can see I planned to use the central hole to hold the fan after the contour is completely machined. At this point the center hole is already reamed to the final diam.


The hole you see on the left blade is the result of a CNC misoperation. I forgot to zero (reference) the toll. I machined a new one.
The countour completely machined.

Here the fan blades was angled and is finished. Ready to go to engine.

As the milling machine was all set up for milling the fan, I decided to use this same set up to machine the Bracket Blank (support of the water pump).
The procedure was the same as the fan.
The fixture with the blank bolted to it.
Contour and hole completed.



Bended part.

This is it. I hope you liked.
See you next post. The Water Pump.
TKS,
Edi
Turning the Cylinder Liners.
Milling the the Rocker Arms. It was very nice to see the machining the contour of the part.
Here is a small video of the CNC operation.
http://www.youtube.com/watch?feature=player_detailpage&v=xEHYNunwBF4
After cutting the parts apart, I milled the back to the final thickness.
To machine the fan, I built a fixture with 6 taped holes to hold down the blank as shown on the picture bellow.
The blank bolted to the fixture. As you can see I planned to use the central hole to hold the fan after the contour is completely machined. At this point the center hole is already reamed to the final diam.
The hole you see on the left blade is the result of a CNC misoperation. I forgot to zero (reference) the toll. I machined a new one.
The countour completely machined.
Here the fan blades was angled and is finished. Ready to go to engine.
As the milling machine was all set up for milling the fan, I decided to use this same set up to machine the Bracket Blank (support of the water pump).
The procedure was the same as the fan.
The fixture with the blank bolted to it.
Contour and hole completed.
Bended part.
This is it. I hope you liked.
See you next post. The Water Pump.
TKS,
Edi
Last edited:
When I purchased the CNC kit for the milling machine I included a step motor and control card for the 4th axis. I`m now trying to make it work. I plan to machine the cam and crankshaft on the milling machine using the rotary table on vertical position. I think that doing this way will reduce the risk of warping the blank.
Recently I saw a video on youtube a guy machining a crankshaft for a 6 cylinder box model engine It seems to work very well. I will start my experience with the 4th axis testing on machining some gears for the Tiny in line engine.
See you.
Edi
Recently I saw a video on youtube a guy machining a crankshaft for a 6 cylinder box model engine It seems to work very well. I will start my experience with the 4th axis testing on machining some gears for the Tiny in line engine.
See you.
Edi
Similar threads
- Replies
- 8
- Views
- 1K