Dean, Jim, Gail, Bob and Zee - thank you so much for checking in, and your kind comments
")
I was actually surprised the engine ran that well; It's still leaking air a bit from the bottom cylinder heads, so I'll have to make gaskets for them, and I didn't even use packing nuts and packing on the con rods - still have to make those as well... The spring on the reverse valve is a bit soft; I had a bit of leakage there as well, so that will need a slightly stiffer spring
- but all-in all, a good result, and a good Christmas present!
Zee, today I took more photos ;D
This morning I started with bits of copper. I have never really worked with this metal, so this is pretty much an all new experience for me. A piece of 42mm tube 1.5mm thick for boiler shell, a piece of 15mm tube for inner tube, and two pieces of 2mm thick copper plate for the boiler end caps; roughly sawed to shape:
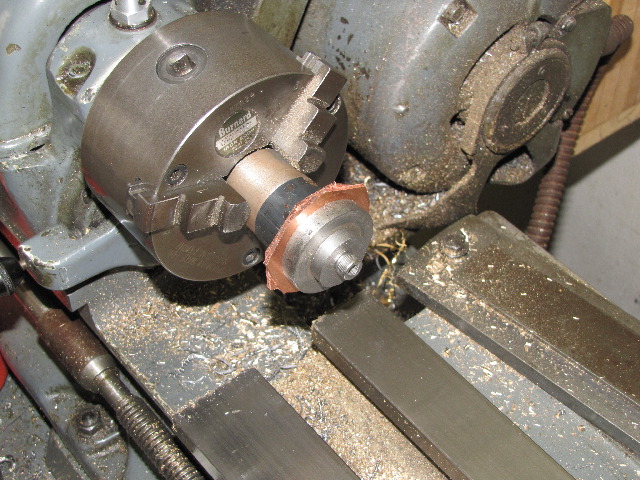
I drilled 6mm holes into the centers of each bit of plate, and screwed them on a rough mandrel using available bits & bobs in the lathe to machine to shape:
The copper was all gummy to machine dry, even though I sharpened up the cutting bit pretty well for the job. So I tried a couple of drops of my favourite cutting/drilling/reaming fluid for each pass; that helped a LOT and made the chips come off nicely, with a decent finish:
Then I annealed the discs again, ready for forming:
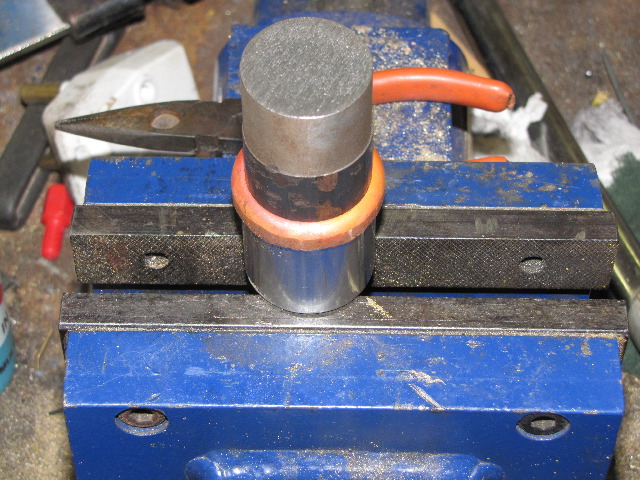
All clamped up for forming; I knew I'd find a use for those cheap sockets I have laying around ;D - this one is the exact size required for the ID of the end cap; saved me the hassle to turn a form tool from good stock!:
Formed - I used a smallish hammer to get it to around 45 degrees formed on the side, then used a 4lb (sorry ~ 2kg!) hammer to just bash it down while revolving the lot the whole time. I thought I'd have to stop and anneal the cap again, but didn't need to.
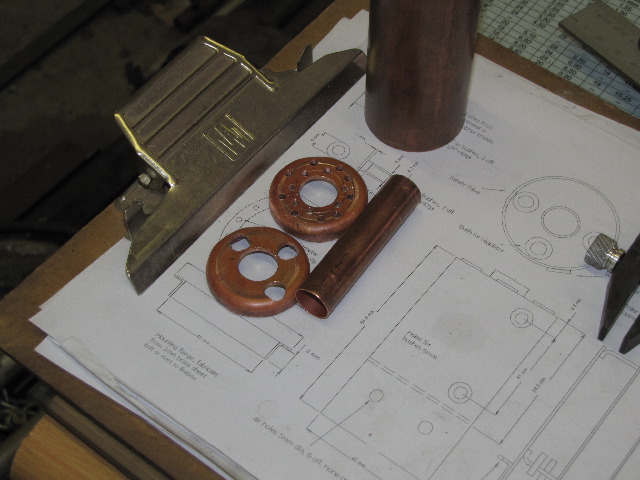
Same process followed for the other end cap. I then drilled the center holes out to 13mm on the drill press and drilled holes as needed for the hedgehog spikes in the bottom end cap and for the bush mounting holes in the top cap. All the holes came out "triangular" instead of round - horrible stuff to drill - even with cutting fluid. To get the 8mm holes for the flanges to shape (i.e. round), I just used a hand reamer. I don't have a 15mm drill or reamer, so just chucked the end caps and bored the center holes to size:
End caps done; can anybody spot the "deliberate" mistake ? :
While drilling the holes for the hedgehog pins, I drilled one in the wrong place
oh:... resulting in uneven distribution. I'll just call it a "Design Feature" for now :
Then I turned up and threaded the required bushes from phosphor bronze (what a pleasure after working with the copper!) and was basically ready to clean everything and start soldering together.
There was something wrong though; that "funny" feeling in my tummy was telling me to hold up a bit. So I sat, thought, went through the plans, thought a bit more, and remembered
Rich's (Firebird) boiler build -Thanks Rich!. I forgot about the alignment for the water level gauge. (And while typing this up, and having re-read Rich's build part way to get the link, I also realize I didn't leave the parts in the pickle for tomorrow!)
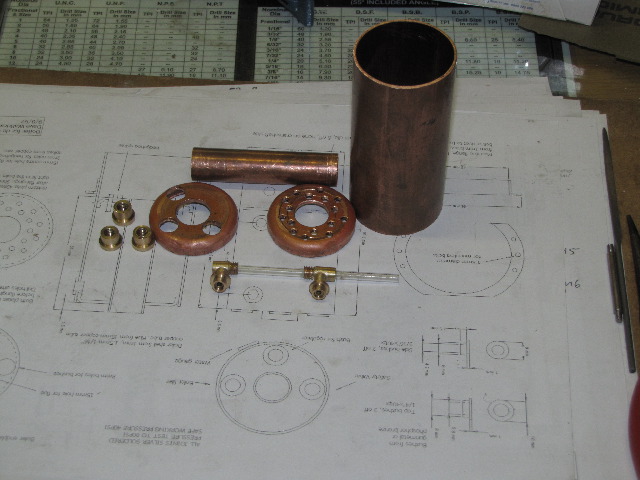
So I started on the bits & pieces for the guage glass; simple turning & threading of bits of brass rod - I'm really glad I made those tailstock die holders!, though I wish I had invested in M5 and M6 Fine taps and dies as well; would be much better suited to this purpose. Next two photos shows the parts fluxed up (maybe too much!) and ready to be silver soldered:
All soldered up; still too much solder applied though! :
After about 30 minutes pickle in some citric acid:
The net results of today's work on Fred:
Regards, Arnold

















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)