vlmarshall
Well-Known Member
- Joined
- Dec 28, 2008
- Messages
- 1,138
- Reaction score
- 1
This thread is a LOT of fun to watch. Thanks for sharing it. :bow:






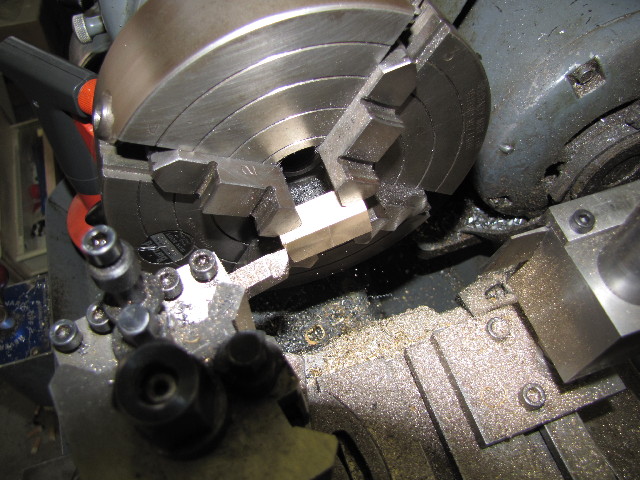
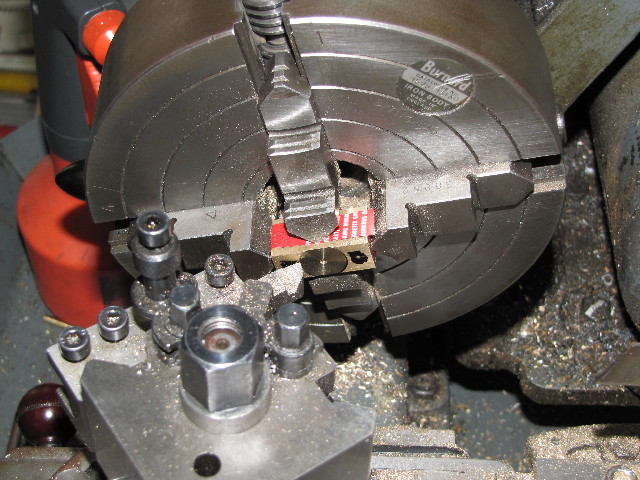
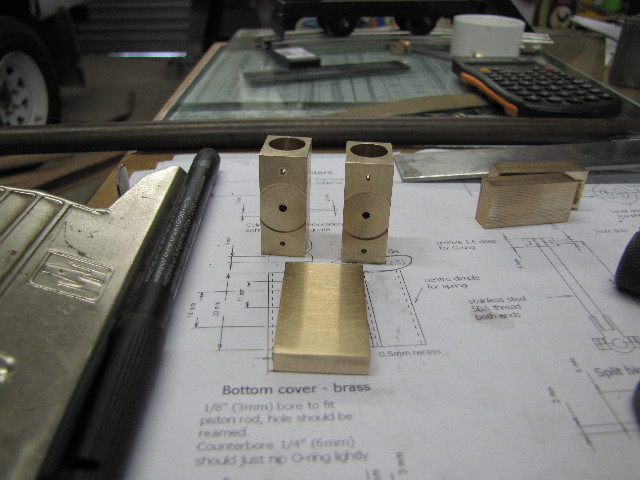
 - the spots in the bore is some "dust" from running the blocks over some 300 grit emery to get rid of machining marks:
- the spots in the bore is some "dust" from running the blocks over some 300 grit emery to get rid of machining marks: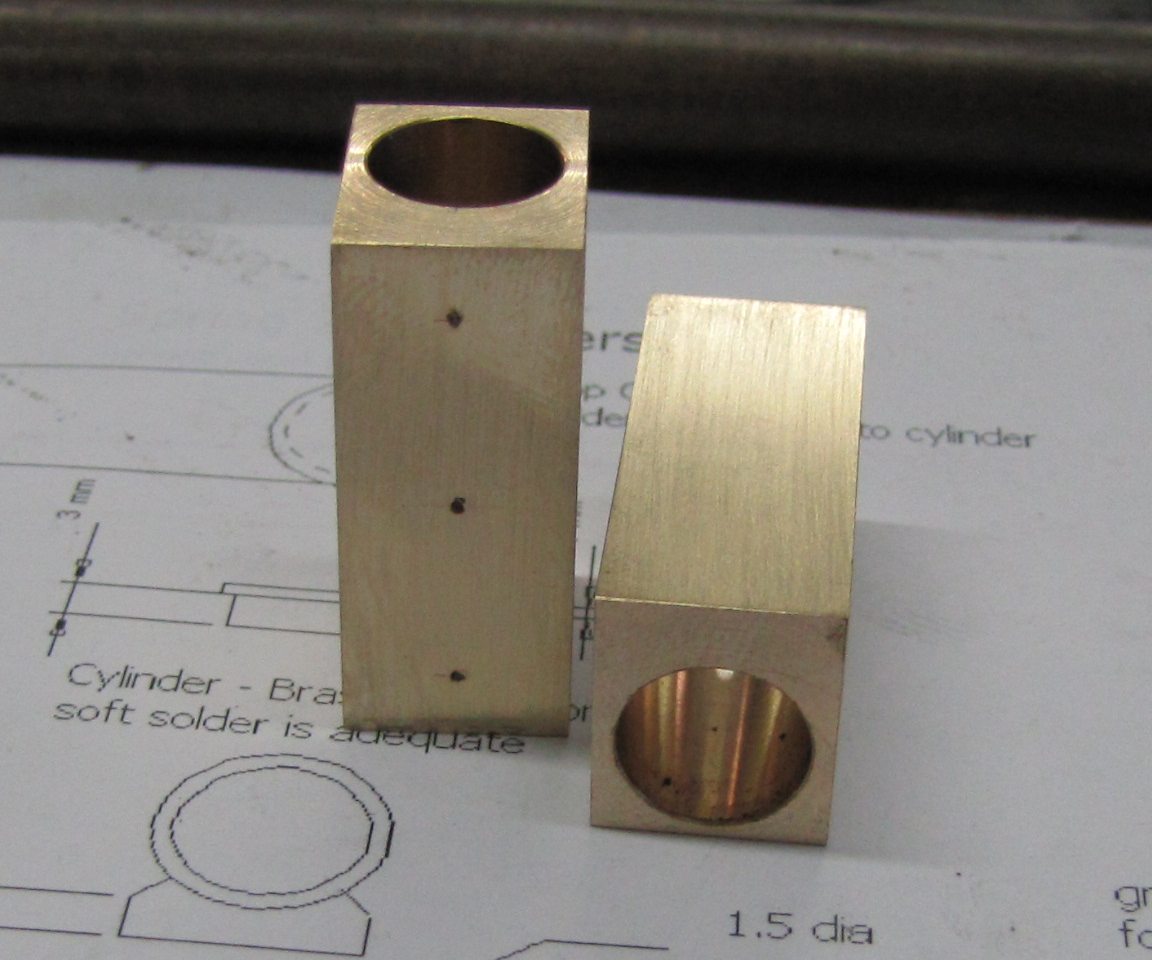
arnoldb said:I just want the live steam loco for now... I'll build "mining" cars for it (see below) - but very likely won't post building those on HMEM, as it's not on-topic










![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg) - but that will remain a future project for now. I just want need the loco to satisfy a little boy in myself that's been dreaming of it for 30-odd years ;D
- but that will remain a future project for now. I just want need the loco to satisfy a little boy in myself that's been dreaming of it for 30-odd years ;D