If you really want the bling, you might be able to take a piece of shiny chrome tube the appropriate length, cut appropriate holes, slit it lengthwise opposite and pop it over the functional boiler once all is complete as 'cladding'. It's traditional, albeit not in chrome. The gap at the bottom will be for better heat transfer ;D ;D

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
British 0-4-0 Toy Locomotive: he said
- Thread starter zeeprogrammer
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Zee', sorry to hear you speak of your tribulations. Perhaps you could do as Marv suggested, that is make up the bushes with the small flange. The bushes could then soldered to the shell as he describes from the inside, before proceeding to the end caps. To me it would eliminate the problem of solder 'globbing' down the sides as you have encountered thus far. Have an Olive Soup and relax, think about it. Tomorrow is yet another day.
BC1
Jim
BC1
Jim
mklotz
Well-Known Member
Deanofid said:For Marv's method to work, you have to make an egg shaped boiler.
Pointy end down.
Then you will have bunnies hiding your boiler at Easter time.
Smartass! What is it about CRAP-o-cad you don't understand? Consider this though: my drawing talents are far better than my singing. Watch out or the next time I post a sketch, I'll provide it with a soundtrack.
")
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
mklotz said:Watch out or the next time I post a sketch, I'll provide it with a soundtrack.
Not my thread. Please. Not my thread. :big:
Thanks Shred.
Thanks Jim. Darn it...now I have to learn the difference between 'globbing' and 'dribbling'.
Dean...you need more casserole. ;D
-------------------------------------------
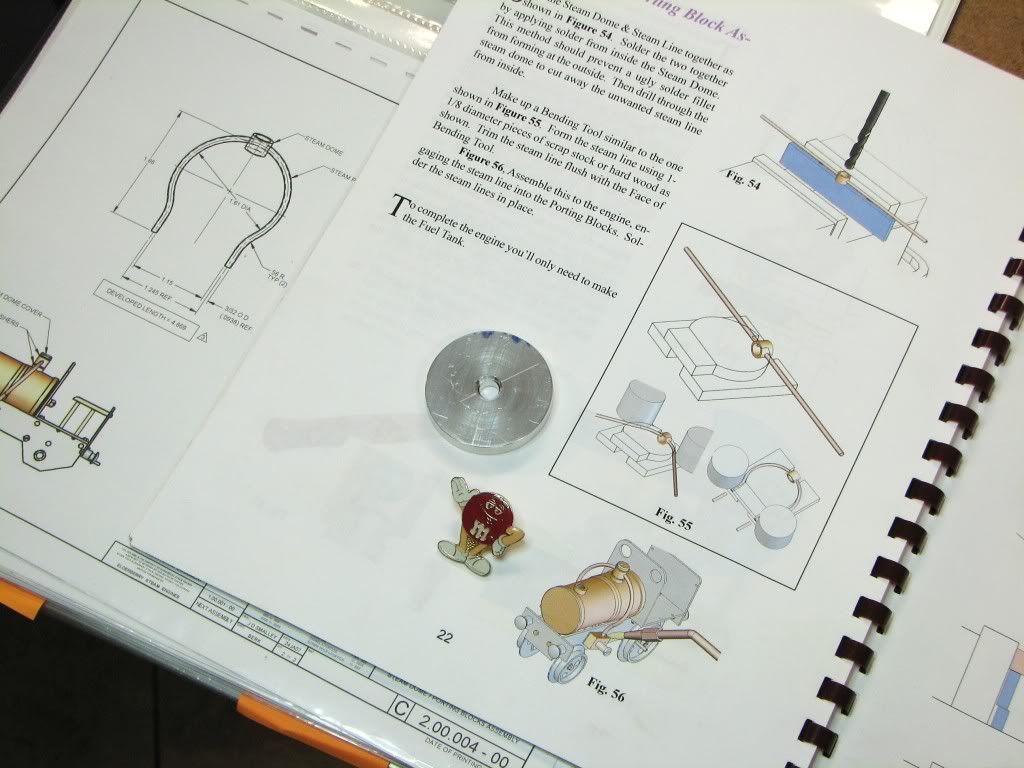
I have a ~7" piece of 3/32 OD copper tubing I need to bend into a 'U' shape with a 1.6" ID. I have a piece of 1.25" wood dowel that I'm going to tape to get to the 1.6 or thereabouts. The pipe needs to go through the steam dome before I bend it so I'll drill a hole (dimple) in the dowel to let the steam dome have a place to sit. The ends of the tubing have to bend back out a bit.
Question:
Should I anneal the copper before bending it? (I'm thinking yes.)
And if I do...how do I know when it's been annealed? (I'm thinking I don't know.)
Thanks.
arnoldb
Well-Known Member
- Joined
- Apr 8, 2009
- Messages
- 1,792
- Reaction score
- 12
:big: I second Zee on the not singing bit Marv!
Zee, Yes, you do need to anneal the pipe.
Heat it up red hot and drop it in some water; then you can be 100% sure it is annealed ;D
When you start bending it, it will harden up very quickly. If you feel it getting tougher to bend, stop and anneal it again.
Be careful while bending; the copper will want to collapse or go flat.
Hope this helps a bit
Zee, Yes, you do need to anneal the pipe.
Heat it up red hot and drop it in some water; then you can be 100% sure it is annealed ;D
When you start bending it, it will harden up very quickly. If you feel it getting tougher to bend, stop and anneal it again.
Be careful while bending; the copper will want to collapse or go flat.
Hope this helps a bit





$154.76 ($1.38 / oz)
Replacement Combustion Chamber Kit, Burnham V8 and V8H, 1-6 Sec, 108136-01, 1129
Plumbing Planet


$426.53
DM14 Engine Build Kit, Metal Engine Build Model Great Metal Material for Engineer for Factory
Easoger Official

![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)


$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline


$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop




















$649.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official







$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies










$109.99
AmTech300 - Boiler Treatment Professional Strength (Rust Inhibitor For Outdoor Wood Boilers)
Alternative Heating & Supplies





$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC




$188.98
TM NEXDYNAMI RE41157 Water Pump Compatible With/Replacement For/John Deere 6200 7400 6300 6600 6500 6400 7220 7600 7200 RE41157
VIVID MARKET CORPORATION



$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies

mklotz
Well-Known Member
You really need a tubing bender but we won't get into that now. I would use your cutoff tool to make a groove of 1.6" diameter in a piece of wood or aluminum. The groove will help to keep things aligned so the two ends of the bent tube end up parallel.
Yes, definitely yes, anneal it. It makes a big difference. Cu work-hardens easily.
Heat it to red heat and then let air cool or dump in water if you're in a hurry. (Cu doesn't act like steel. The water quench won't harden it.)
Yes, definitely yes, anneal it. It makes a big difference. Cu work-hardens easily.
Heat it to red heat and then let air cool or dump in water if you're in a hurry. (Cu doesn't act like steel. The water quench won't harden it.)
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Thanks Arnold.
Thanks Marv.
If the only reason to make the groove is to keep the ends aligned then it's probably not needed. There's about 3" of tubing from the steam dome to the port block so there shouldn't be an issue moving the tube to the port block hole.
I'm more worried that the tubing reach the porting block. Better to be a little long and file it down. If it's a tad short then the tube would have to be bent at a smaller radius.
Would the groove help prevent collapsing? If it does I'd think the diameter of the tubing would make a difference. Is that true?
I wonder how late the hobby shop stays open. :big:
Thanks Marv.
If the only reason to make the groove is to keep the ends aligned then it's probably not needed. There's about 3" of tubing from the steam dome to the port block so there shouldn't be an issue moving the tube to the port block hole.
I'm more worried that the tubing reach the porting block. Better to be a little long and file it down. If it's a tad short then the tube would have to be bent at a smaller radius.
Would the groove help prevent collapsing? If it does I'd think the diameter of the tubing would make a difference. Is that true?
I wonder how late the hobby shop stays open. :big:
arnoldb
Well-Known Member
- Joined
- Apr 8, 2009
- Messages
- 1,792
- Reaction score
- 12
Carl, the groove Marv mentioned will also keep the tube from collapsing - and if you make it, it needs to be a close fit to the OD of the pipe.
I don't know how thick the wall of your tube is; the thinner it is, the more likely it will collapse if bent without some form of support.
I've bent thin tubes without the use of tubing benders by tamping them full of sand and temporarily soldering the ends closed, but that might not work on tube this thin - you'll have a hard time getting sand in there. You could try filling it with water and plugging the ends and then freezing it (Anneal it first though!) if you want to try without a former. I don't think you'll have to re-anneal it while bending - just bend it in one move and don't fiddle around too much with corrective bending.
I don't know how thick the wall of your tube is; the thinner it is, the more likely it will collapse if bent without some form of support.
I've bent thin tubes without the use of tubing benders by tamping them full of sand and temporarily soldering the ends closed, but that might not work on tube this thin - you'll have a hard time getting sand in there. You could try filling it with water and plugging the ends and then freezing it (Anneal it first though!) if you want to try without a former. I don't think you'll have to re-anneal it while bending - just bend it in one move and don't fiddle around too much with corrective bending.
mklotz said:Smartass! What is it about CRAP-o-cad you don't understand?
Everything. Obviously!!
Though, you performed well on the 'crap' part, just from my novice point of view.
Forgive me, Marv. I keep forgetting you're just a simple mathematician.
Zee, I have nothing to add to the answers you already received concerning annealing.
They sound exactly right to me.
I'm just here to spar with Marv, maintaining the entertainment value of the thread.
Dean
Awake at the moment.
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Well the road I was going to take to bend the tubing just seemed too much of a short-cut. Too risky.
The instructions provide another way but I didn't have the material to make the jig. Or thought I didn't.
I needed a disk 1.61" in diameter. The largest rod I have is 1.5". I remembered several threads last year that talked about using plate to make a disk (as in EZ Build).
So I went for it and it went surprisingly well...
While the instructions don't show it...I drilled a hole for a 1/4-20 so I could mount the disk on another plate. The hole was handy for the live center. I put some double tape on the back and had a go.
The instructions say nothing about annealing (nor collapsing). I suspect it's because the radius is so 'large' (or lousy instructions.) So I'll go ahead and anneal in the belief that this will reduce the possibility of collapse.
Side note: I cut a 1.8" square plate from 1/4" thick 3" wide sheet. First cut was on the band saw. After a while it just seemed to quit cutting. This happened last time with plate. No problems with bar. I used the hacksaw for the 2nd cut. I should've used the hacksaw for both...it was easy.
I just realized they have you solder the tubing in the steam dome before you do the bending. Once bent (around the boiler) they have to be 'bent' again at an angle to reach the port blocks.
The instructions provide another way but I didn't have the material to make the jig. Or thought I didn't.
I needed a disk 1.61" in diameter. The largest rod I have is 1.5". I remembered several threads last year that talked about using plate to make a disk (as in EZ Build).
So I went for it and it went surprisingly well...
While the instructions don't show it...I drilled a hole for a 1/4-20 so I could mount the disk on another plate. The hole was handy for the live center. I put some double tape on the back and had a go.
The instructions say nothing about annealing (nor collapsing). I suspect it's because the radius is so 'large' (or lousy instructions.) So I'll go ahead and anneal in the belief that this will reduce the possibility of collapse.
Side note: I cut a 1.8" square plate from 1/4" thick 3" wide sheet. First cut was on the band saw. After a while it just seemed to quit cutting. This happened last time with plate. No problems with bar. I used the hacksaw for the 2nd cut. I should've used the hacksaw for both...it was easy.
I just realized they have you solder the tubing in the steam dome before you do the bending. Once bent (around the boiler) they have to be 'bent' again at an angle to reach the port blocks.
mklotz
Well-Known Member
Forgive me, Marv. I keep forgetting you're just a simple mathematician.
Better a simple math physicist than just plain simple.
Come on, Dean, help us out here. Carl needs something bent and we all know you're the most bent guy on the forum.
Carl,
Does that disk have a groove to fit the tubing? Is there a recess in the disk to accept the steam dome and lock it in place while you're bending the tube? (Be warned. You probably know already that I have an inexhaustible supply of I-told-you-sos.)
In your photo at upper right is an illustration that looks as if they're suggesting that, once the tubing is soldered in place, you remove the tubing inside the steam dome with a drill. Drilling copper is always a recipe for disaster. I think that job would be better done with an endmill. Maybe others could comment on that.
zeeprogrammer said:Well the road I was going to take to bend the tubing just seemed too much of a short-cut. Too risky.
I just realized they have you solder the tubing in the steam dome before you do the bending. Once bent (around the boiler) they have to be 'bent' again at an angle to reach the port blocks.
Funny how the illustrations don't show the boiler as chrome. Their illustration of a tube bender seems overly optimistic to me as well.
I agree with Marv, Dean and others about a groove (or better yet, a radius equal to the tubing radius) in the bending block. Having bent more than a small amount of tubing in my day using everything from hand benders to large hydraulic machines, I have never had success simply bending around a form. The best machines have mandrels with articulating balls that fit the ID of the tube, wiper dies that support the in-feed side of the tube and follower blocks to support the outer diameter of the tube.
This gives a fair idea of some of the tooling used to make difficult bends:
http://www.summo.com/tube.pdf
Certainly more than you need to do but explains some of the basic principles involved in tube bending and what is happening when a hollow round tube is bent around a form.
Good luck, it's not as hard as it might seem.
Steve C.
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Thanks Marv and Steve.
No groove in the disk. If this turns out to be a problem then I'll have to remake the disk since the groove will have to provide the correct diameter. Get those 'I-told-you-sos' ready. Hobby shop is just down the road. I hope they carry 3/32 copper tubing.
There is a recess for the steam dome...but no lock. If this turns out to be a problem I can easily make one.
You're right...they suggest a drill bit. Diameter is .250 and I have an end-mill that should work. Might be interesting to get the set up right.
Hm...I've just discovered that there's no way for the steam or air to get out. ;D Apparently I forgot to drill the other hole in the steam dome cover. And darn...it's a #60 bit.
No groove in the disk. If this turns out to be a problem then I'll have to remake the disk since the groove will have to provide the correct diameter. Get those 'I-told-you-sos' ready. Hobby shop is just down the road. I hope they carry 3/32 copper tubing.
There is a recess for the steam dome...but no lock. If this turns out to be a problem I can easily make one.
You're right...they suggest a drill bit. Diameter is .250 and I have an end-mill that should work. Might be interesting to get the set up right.
Hm...I've just discovered that there's no way for the steam or air to get out. ;D Apparently I forgot to drill the other hole in the steam dome cover. And darn...it's a #60 bit.
mklotz said:Better a simple math physicist than just plain simple.
Sorry Marv! It just keeps getting worse for you all the time.
Come on, Dean, help us out here. Carl needs something bent and we all know you're the most bent guy on the forum.
M'kay, but I'm the straightest guy you will ever know. 'Cept for my vertebra.
Zee, a groove in that disk would be good, but if you can't manage it, work it the way you have it.
Cut (mill) a notch in the perimeter that will fit the bushing for the boiler. Kind of like this:
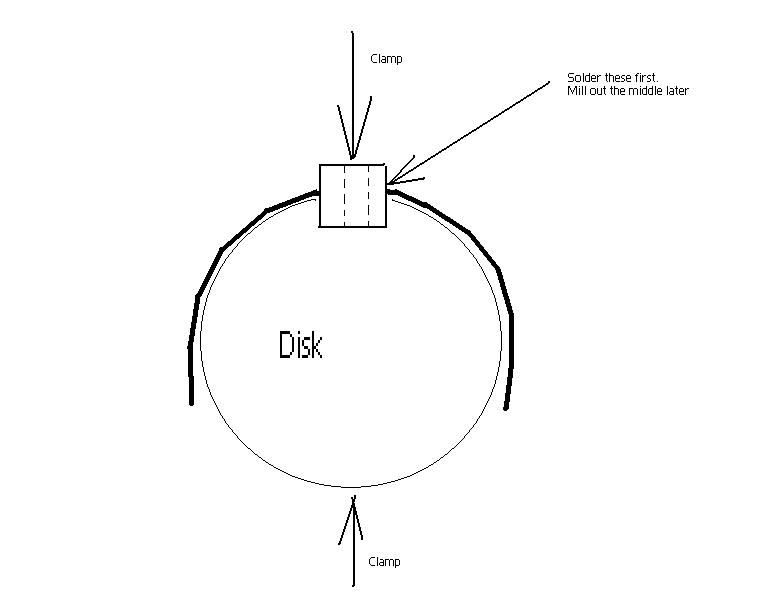
Solder the tubing into the bushing first, put the bushing into the notch and clamp it tight. If you have a
small piece of flat bar, hold the end of it tight against one side of the bushing, and roll it around the disk.
Repeat for the other side.
I'm hoping what you have for tubing is refrigeration tubing. It's very soft. If it's rigid tubing, then
anneal it well. Heck, anneal it no matter what kind it is.
When you get it bent far enough around the form, anneal the points where the straight part of the
steam supply tube is supposed to start, and bend it to point down. To do that, put a piece of rod
about 3/8" or 1/2" diameter, into your vise, and use it as a form to bend the tube back. Lay the
tube against it, and push gently. If you have to try more than once to get it right, anneal each time.
Oh yeah.. Mill out the piece of tube inside the bushing when you're done. No drilling. It will come to
tears. Don't worry about using a #60 hole for steam to get out. It probably won't care if it comes
out of a slightly larger hole!
I know the drawing is crummy, but at least it doesn't look like an egg.
Dean
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Hi Dean. Thanks.
This is what I have so far. You can see the notch at top. I also have a rectangular piece at the bottom that determines the 'width' of the 'U'. It doesn't matter that it's 'cock-eyed'.
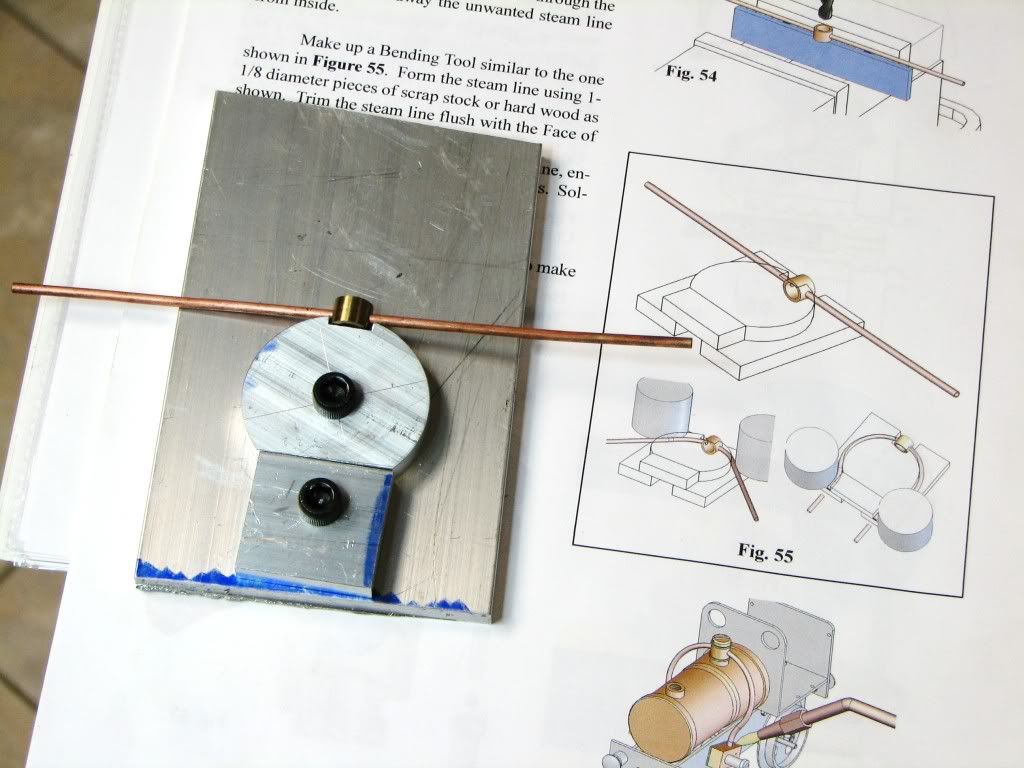
From the instructions it looks like they take 1" rounds and 'roll' down the sides to bend the tubing. Maybe that'll work. I suspect though that I'll do most of it by hand and then use the 1" rounds near the bottom third to finish off. There might be an anneal or two in there...mainly cause I just don't know. This is a first for me.
Even if I screw up it's no biggie. Not like the boiler where a lot was invested when the last operation screwed everything up.
I don't know which is worse...
Marv's "I-told-you-sos", or
the Nun's ruler when I was in grade school. :big:
This is what I have so far. You can see the notch at top. I also have a rectangular piece at the bottom that determines the 'width' of the 'U'. It doesn't matter that it's 'cock-eyed'.
From the instructions it looks like they take 1" rounds and 'roll' down the sides to bend the tubing. Maybe that'll work. I suspect though that I'll do most of it by hand and then use the 1" rounds near the bottom third to finish off. There might be an anneal or two in there...mainly cause I just don't know. This is a first for me.
Even if I screw up it's no biggie. Not like the boiler where a lot was invested when the last operation screwed everything up.
I don't know which is worse...
Marv's "I-told-you-sos", or
the Nun's ruler when I was in grade school. :big:
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Not to worry Dean. It gives me more confidence in the drawings and instructions when people are telling me the same thing.
Going back to the drilling of the hole I missed...
The drawing says a #60 (.04). Steam comes up from the boiler through the #60 to feed the hole drilled perpendicularly at .06. That in turn feeds the two tubes.
Why would that hole (the #60) be so much smaller?
I ended up drilling with a #54 (.055) cause all the smaller bits were broken. ;D
Going back to the drilling of the hole I missed...
The drawing says a #60 (.04). Steam comes up from the boiler through the #60 to feed the hole drilled perpendicularly at .06. That in turn feeds the two tubes.
Why would that hole (the #60) be so much smaller?
I ended up drilling with a #54 (.055) cause all the smaller bits were broken. ;D
zeeprogrammer said:Why would that hole (the #60) be so much smaller?
Zee,
There are three kinds of steam: superheated, saturated and wet.
Wet steam has some condensation in it like what comes out of a boiling pot, that's what they are trying to avoid.
The purpose of the dome is to collect saturated steam. Some condensate will form on the sides of the dome and drip back into the boiler.
If you get too much condensation in the steam lines then your engine will behave more like a hydraulic ram.
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
zeeprogrammer said:The fork in the road is just up ahead...
To the left is 'A Work In Progress'.
To the right is 'Mistakes, Blunders and Boo Boos'. (I've been down that road.)
Behind me is 'Welcome'. (I'll go back if I have to. I'm used to 'do-overs'.)
I can always blame the sign post. "Did some funny guy move it?"
:big:
No,
But I wish he'd leave the bloody goalposts alone.
Best Regards
Bob
Similar threads
- Replies
- 44
- Views
- 11K
- Replies
- 3
- Views
- 2K