
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Brians Radial Engine
- Thread starter Brian Rupnow
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Going great guns, Brian. You're a real terror when it comes to makin' chips!
")
Looks like this one, but six cylinders. I have prints for it, I think,
along with some for a similar three cylinder.
Phil Duclos came up with it. He called his the Hula Hula engine.Krown Kustoms said:Looks good, I am still trying to figure out where I have seen this type of engine before.
I have seen it in person but cant remember where.
-B-
Looks like this one, but six cylinders. I have prints for it, I think,
along with some for a similar three cylinder.
Hey Brian I think that all your builds are awesome and am inspired with the way you make up the prints and then build the engine I always had to build what ever I was doing and then draw the prints. Keep up the good work. Cliff
Five good little cylinders "to be"---and one really, really BAD little cylinder "not to be". And yes, thank you very very much---I AM AWAKE NOW!!!! Now I am off to do the (shudder) vacuuming, and helping good wife to clean house up for impending Thanksgiving guests.
black85vette
Well-Known Member
- Joined
- Jan 18, 2009
- Messages
- 1,084
- Reaction score
- 25
Ouch. Bet that was exciting.
Happy Thanksgiving.
Happy Thanksgiving.

$45.99
Sunnytech Mini Hot Air Stirling Engine Motor Model Educational Toy Kits Electricity HA001
stirlingtechonline

$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies






$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies

$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official










$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies



$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline
![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC



$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta



![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC








$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc









$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop



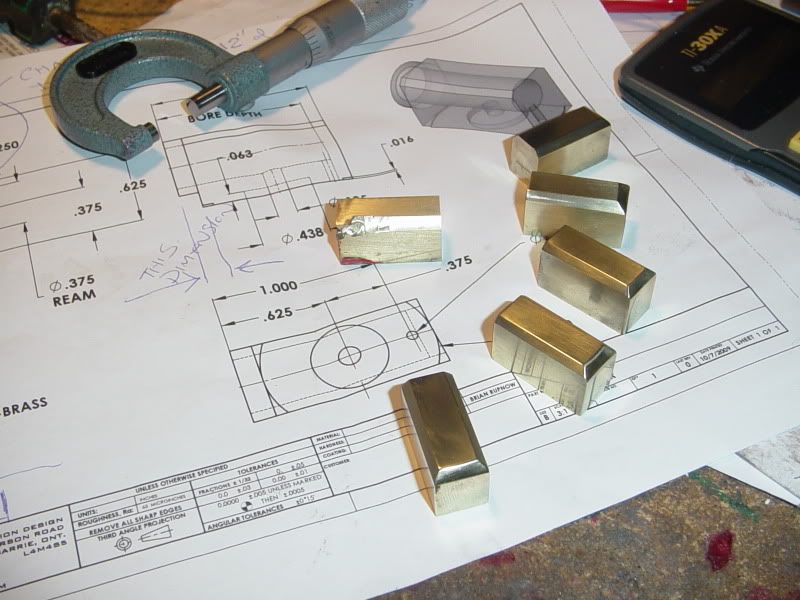
That was the result of a "Stupid Attack""!!! My cylinders are exactly 1/2" wide. I haven't got a chamfering milling cutter yet, so I cocked my 'Tilt/swivel/gyrate vice over to 45 degrees to cut the chamfers. I THOUGHT I had a 3/8" wide parallel under the cylinder to bring the edge I wanted to chamfer up above the vice jaws.--It was a 1/2" wide parallel. The vice locked up on the steel 1/2" parallel, and as soon as the cutter hit the brass (which was not locked anywhere near as tight as the parallel) the cutter pulled it up. and stalled the mill. I then went upstairs, put on clean underwear ;D ;D ;D, and made sure I had a 3/8" parallel in there for the rest of my chamfering.
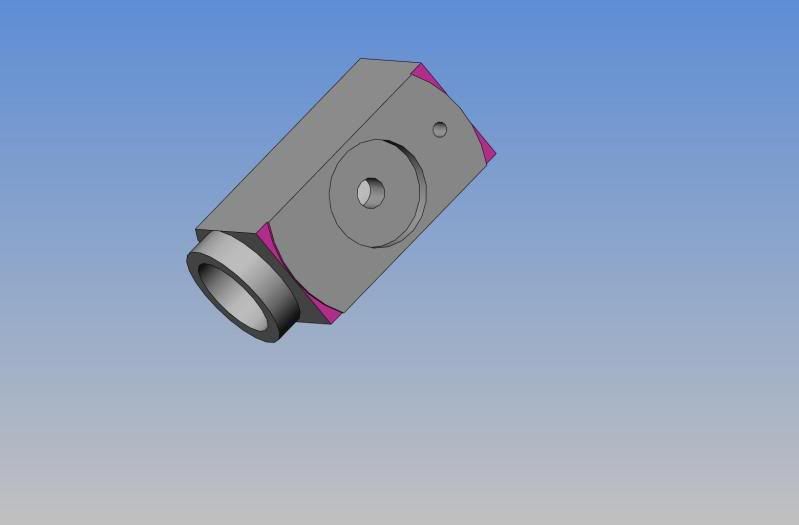
Figuring it out as I go along.---I didn't know just how I was going to cut the relief area on the cylinder (highlighted in pink in the model.) After a bit of head scratching, I reground a carbide tipped boring tool to be flat across the tip with a 7 degree relief angle on the back side, turned the boring tool so that it sets at 180 degrees to its normal position in the holder, and ran the mill in reverse!!!---It worked like a charm!!! I still have to do a set up on the lathe to turn the diameter on the end.

vlmarshall
Well-Known Member
- Joined
- Dec 28, 2008
- Messages
- 1,138
- Reaction score
- 1
Very nice! ;D
I was just talking with someone yesterday about the usefulness of a boring head.
I was just talking with someone yesterday about the usefulness of a boring head.
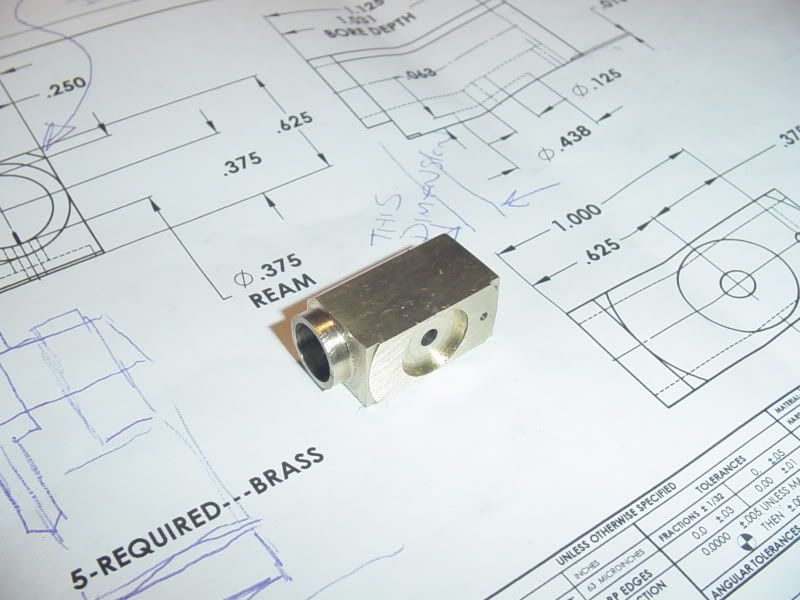
One down, four to go. I'm not sure why I have the chatter marks. I tried running the lathe at 550 RPm and at 970 RPM---didn't seem to make much difference. It might be my hand ground HSS tool, or maybe I should be running the lathe faster?
- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
I usually turn brass stock that size at ~600 rpm.
Now I understand why I see some people building "Vice stops". I wish I had one today.--Multiple set-ups for these cylinders would be so much easier if I had a second "fixed reference surface" other than the fixed jaw of the vice. This is almost the first time I have had to build multiple parts the same. I say almost, because when I built my twin horizontal engine, there were two con rods, and valve rods.
Brian Rupnow said:One down, four to go. I'm not sure why I have the chatter marks. I tried running the lathe at 550 RPm and at 970 RPM---didn't seem to make much difference. It might be my hand ground HSS tool, or maybe I should be running the lathe faster?
Your lathe tool for brass is flat on the top, right Brian? The only clearance you want on a turning tool for brass is on the front (side facing the head stock) and on the end, (end of tool, facing work). Top surface should be completely flat. And yes, you can run the lathe pretty fast cutting brass.
Thanks Dino---I didn't know that. I just used the same tool as I use on mild steel and aluminum.Deanofid said:Your lathe tool for brass is flat on the top, right Brian? The only clearance you want on a turning tool for brass is on the front (side facing the head stock) and on the end, (end of tool, facing work). Top surface should be completely flat. And yes, you can run the lathe pretty fast cutting brass.
Brian, here are a few pics of a good brass cutter for the lathe. The degree of the angles is not critical. Mainly, the top needs to be flat.
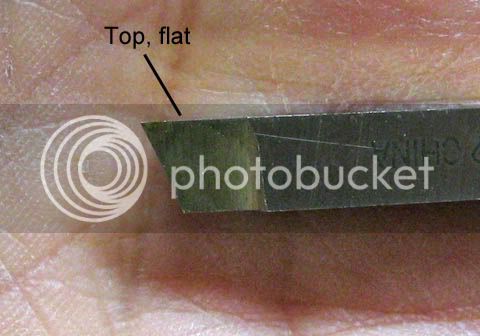
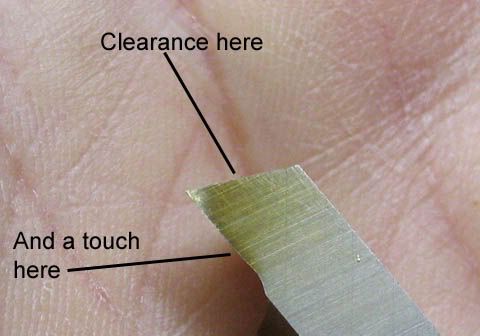
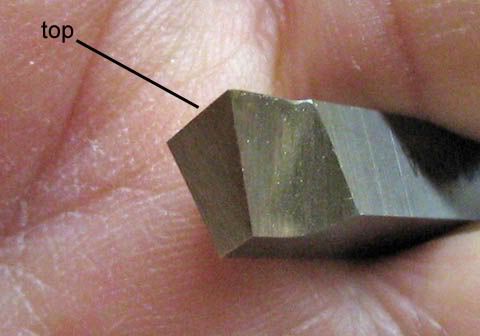
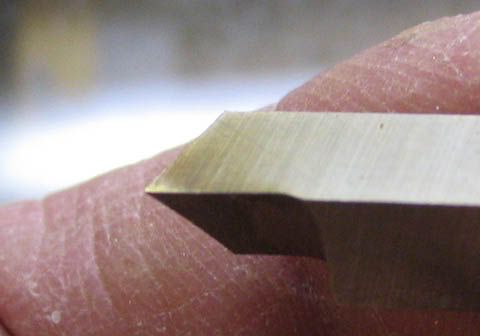
I find it hard to make good photos of tool edges due to lighting reflections. Hope these are of some use.
Dean
I find it hard to make good photos of tool edges due to lighting reflections. Hope these are of some use.
Dean
- Joined
- Jun 4, 2008
- Messages
- 3,294
- Reaction score
- 636
One way to have a quick vise stop is to press a parallel against the sides of the jaws and then press the work against the parallel while tightening the jaws.
I'm able to use a lathe bit with top relief on brass without difficulty. Perhaps it's because my lathe is more rigid than yours.
I'm able to use a lathe bit with top relief on brass without difficulty. Perhaps it's because my lathe is more rigid than yours.
spuddevans
Well-Known Member
- Joined
- Feb 25, 2008
- Messages
- 203
- Reaction score
- 1
Brian Rupnow said:Now I understand why I see some people building "Vice stops". I wish I had one today.--Multiple set-ups for these cylinders would be so much easier if I had a second "fixed reference surface" other than the fixed jaw of the vice.
You might well have a vice stop and not realise it. This is what I use until I get round to making a "proper" one.

Just make sure you clamp it on the fixed jaw ( dont ask me how I know that :big
Works a charm for me.Tim
Cedge
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,727
- Reaction score
- 28
Kvom
That top relief is giving you more problems than you might think. It's not the rigidity of your machine that is a factor as much as it is the fact that a raked tool grabs and tears brass rather than cutting it cleanly. It's just the nature of the material. You'll get a nicer finish with the flat top cutter. After hand polishing more than a few miles of brass, I can definitely attest to the difference.
Steve
That top relief is giving you more problems than you might think. It's not the rigidity of your machine that is a factor as much as it is the fact that a raked tool grabs and tears brass rather than cutting it cleanly. It's just the nature of the material. You'll get a nicer finish with the flat top cutter. After hand polishing more than a few miles of brass, I can definitely attest to the difference.
Steve
Okay boys and girls--Here we go. I have built all the parts on the following drawings, and can certify their "correctness and completeness". I'm still not certain the engine will run, but my gut tells me it will.---Besides, Roland is running out of things to build!!!! First we start out with a general arrangement----and if you save these plans, please show your appreciation with a karma point.---And if you see that I have totally screwed up somewhere tell me so I can correct it please.---Brian
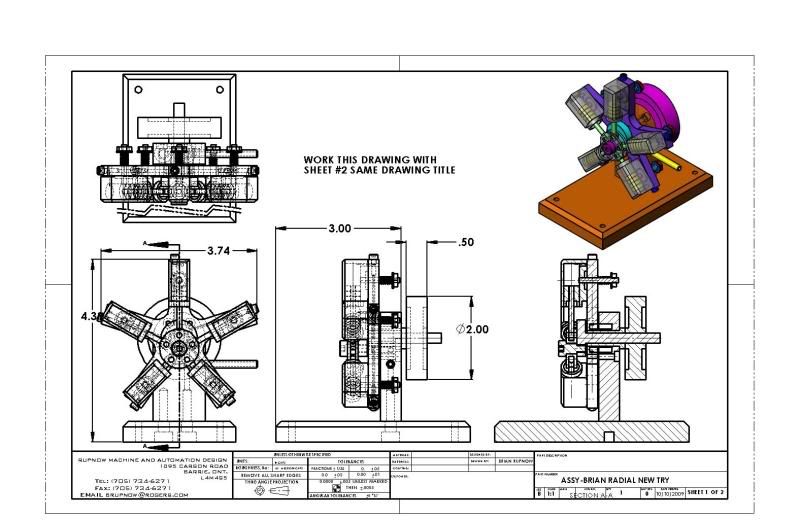
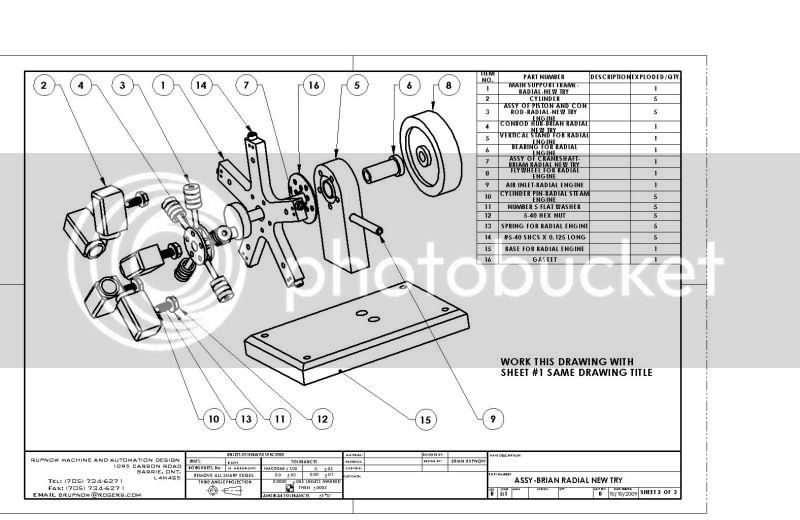
View attachment ASSY-BRIAN RADIAL NEW TRY.PDF
View attachment ASSY-BRIAN RADIAL NEW TRY.PDF
Similar threads
- Replies
- 11
- Views
- 923
- Replies
- 413
- Views
- 65K
- Replies
- 510
- Views
- 74K