- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
Brian Rupnow said:Crankshafter---I understand your reasoning with putting the points on a seperate piece to enable "timining" the points, but first I will try it "as per plan".---I looked on the web link at all the other people around the word that have had success building and running the Webster as built "per plan" so I will try it that way first. If I find that point timing is an issue, I will add a seperate mounting disc later.
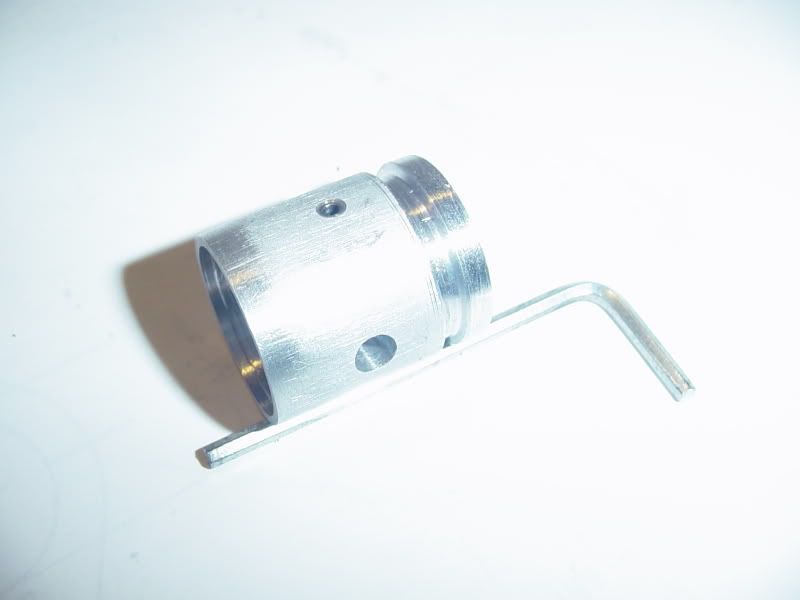
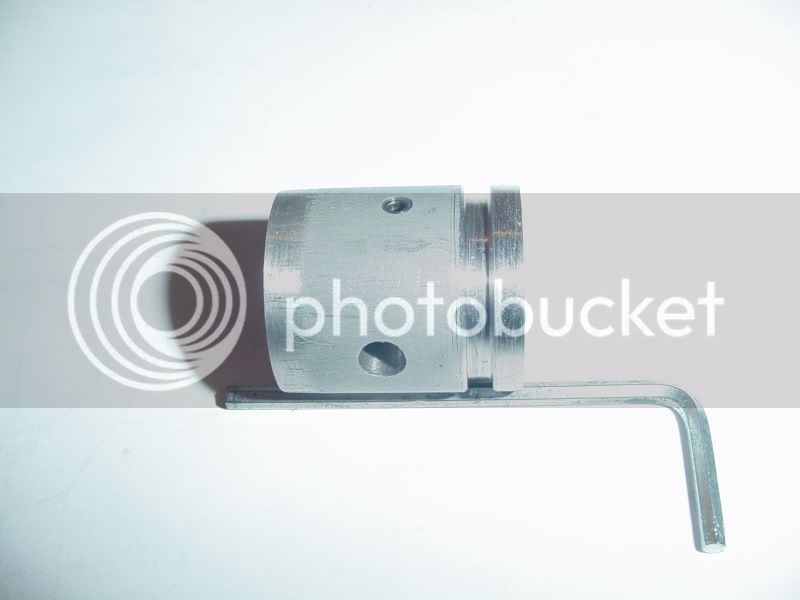
Ignition timing is accomplished by turning the points cam on the crankshaft. I timed my Henry Ford engine by rotating the crankshaft to the point where I want it to fire, then loosen the setscrew holding the points cam and rotate it in the direction the engine turns until I feel the flat contact the rubber on the points.
Chuck

















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)









![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)