Hi,
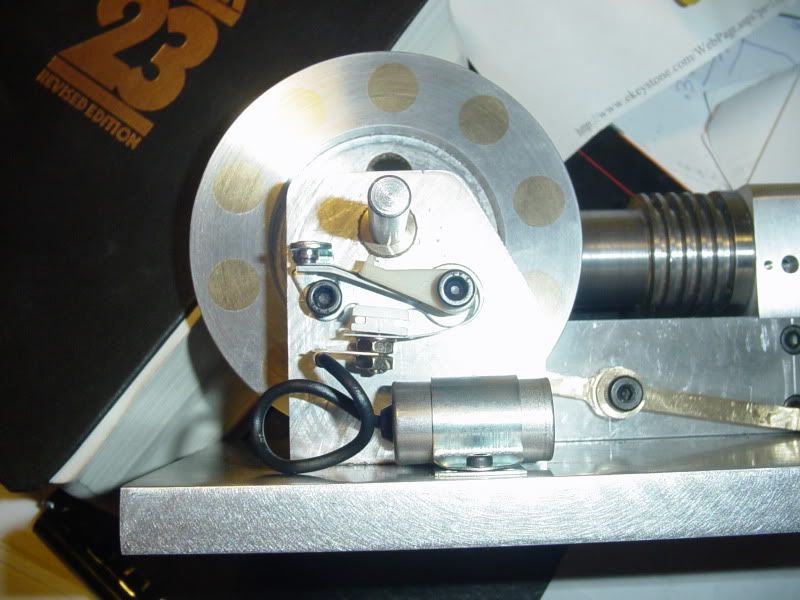
Looks like you're coming along on your beautiful Webster quite nicely! I was looking at your picture of the rocker arm being machined and I think I see an endmill being used in a drill chuck. Bear in mind drill chucks are designed for movement in the Z axis only. No side movements for these. If you're side milling, the chuck can work its way off the taper and fall off. A real safety issue to be aware of, no one likes a loose spinning chuck. You'll have strength and runout issues in a drill chuck also. Not trying to be a jerk here, just wanted you to be aware.
Dave
Looks like you're coming along on your beautiful Webster quite nicely! I was looking at your picture of the rocker arm being machined and I think I see an endmill being used in a drill chuck. Bear in mind drill chucks are designed for movement in the Z axis only. No side movements for these. If you're side milling, the chuck can work its way off the taper and fall off. A real safety issue to be aware of, no one likes a loose spinning chuck. You'll have strength and runout issues in a drill chuck also. Not trying to be a jerk here, just wanted you to be aware.
Dave


































![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)





























") I will do it that way.
I will do it that way.