black85vette
Well-Known Member
- Joined
- Jan 18, 2009
- Messages
- 1,084
- Reaction score
- 25
***********OFFICIAL VACUUM FILLER*******************
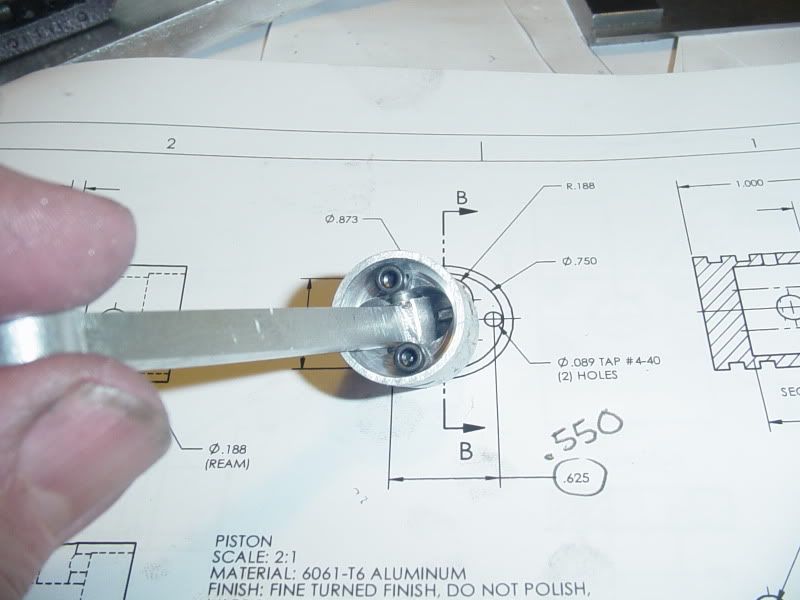
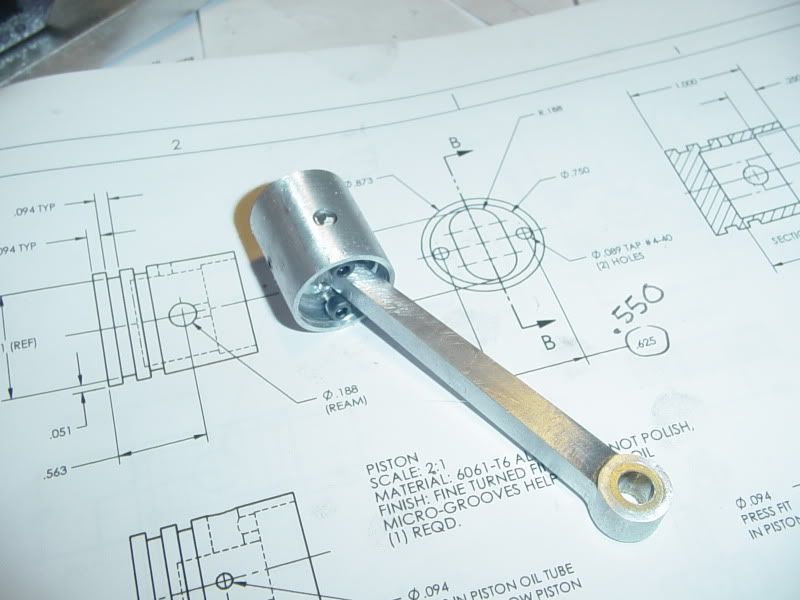
Cylinder is looking good. What are your plans for the rings?
Cylinder is looking good. What are your plans for the rings?
") :
:
















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)






















![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)