I attended a local craft festival a few days ago, and ran across one of my friends from the local Ornamental Metal Museum.
We had a great chat, and got caught up with what he was doing in the art-iron world.
I noticed that they had a number of paperweights on their flyers, and one of the paperweights was a small anvil.
I was able to make a donation, and am now the proud owner of a Metal Museum mini-anvil.
So now I have "anvil-fever", and I really want to cast some of these in gray iron, and so I will either model one in a 3D program, or perhaps just freehand a pattern in wood.
I really like the look and feel of these tiny anvils, and it makes for a great conversation piece.
There are some odd shapes, and draft angles in an anvil, and so I will have to figure out where to start the 3D model.
These would make a good calling card/advertisement too, if you could figure out how to make those tiny letters.
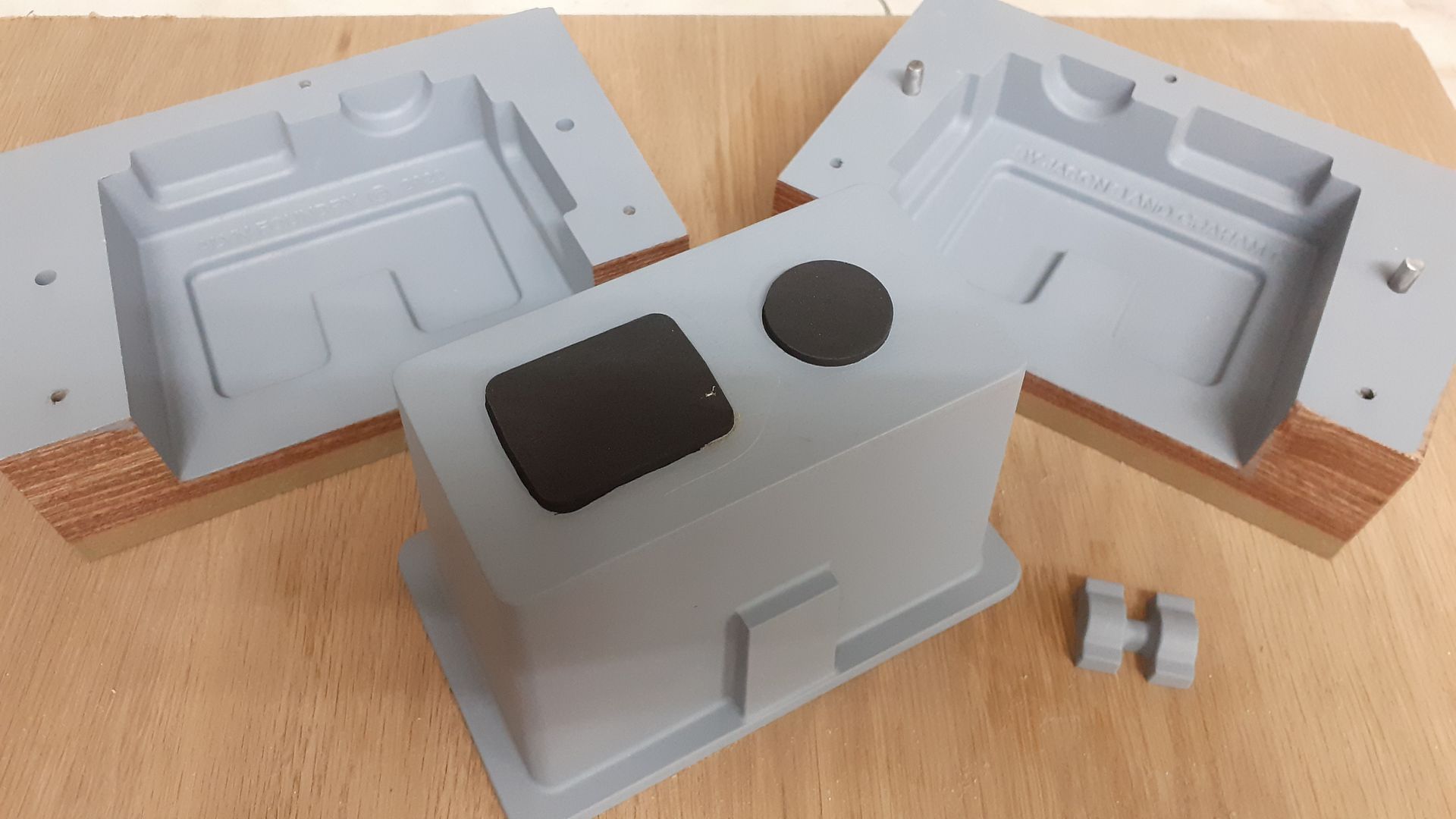
This anvil was cast in 356 alloy aluminum, most likely using Petrobond (oil based) foundry sand, which gives a superb finish if poured at about 1,350 F.



We had a great chat, and got caught up with what he was doing in the art-iron world.
I noticed that they had a number of paperweights on their flyers, and one of the paperweights was a small anvil.
I was able to make a donation, and am now the proud owner of a Metal Museum mini-anvil.
So now I have "anvil-fever", and I really want to cast some of these in gray iron, and so I will either model one in a 3D program, or perhaps just freehand a pattern in wood.
I really like the look and feel of these tiny anvils, and it makes for a great conversation piece.
There are some odd shapes, and draft angles in an anvil, and so I will have to figure out where to start the 3D model.
These would make a good calling card/advertisement too, if you could figure out how to make those tiny letters.
This anvil was cast in 356 alloy aluminum, most likely using Petrobond (oil based) foundry sand, which gives a superb finish if poured at about 1,350 F.