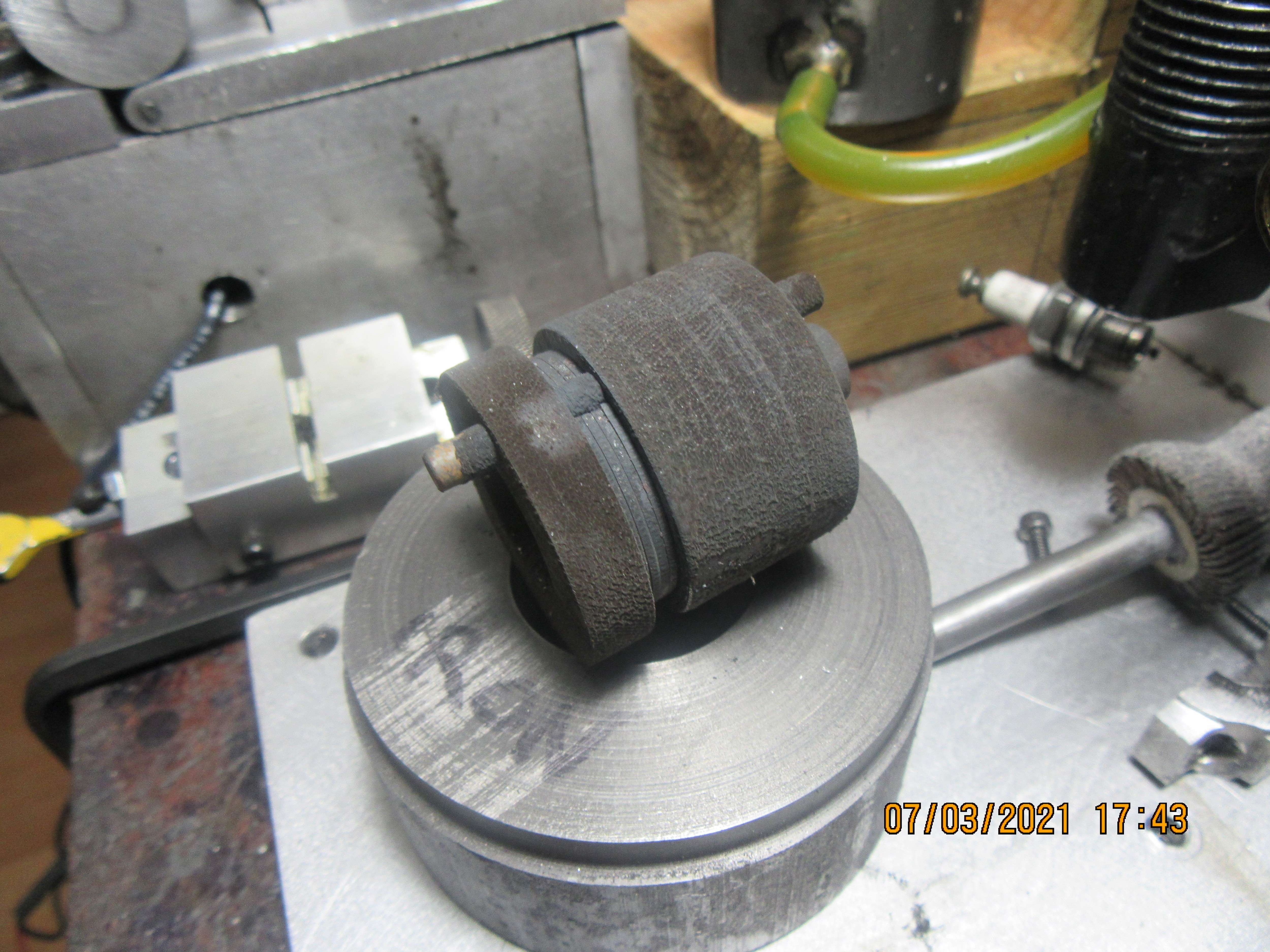
You have not followed the Trimble method again. The idea of the fixture to hold the rings is that you can face them all to correct size (0.038") in your case and ensure they are parallel, rubbing that amount off the rings is unlikely to give an even section. It's only after annealing that Trimble says rub them if any are a bit oversize.
I believe he also faced the exposed end of each ring before parting off from the "tube" as it gives a better finish than parting, looks like you just sliced a stack off.
As Andrew says I always use a bit of flat back to back up abrasives not a file as did Trimble in the text.
I believe he also faced the exposed end of each ring before parting off from the "tube" as it gives a better finish than parting, looks like you just sliced a stack off.
As Andrew says I always use a bit of flat back to back up abrasives not a file as did Trimble in the text.










![Learning Rhino 5 [Online Code]](https://m.media-amazon.com/images/I/51mnp7gNY7L._SL500_.jpg)





![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)









![Learning AutoCAD Electrical 2014 [Online Code]](https://m.media-amazon.com/images/I/61KCPiYWuEL._SL500_.jpg)

![Learning Revit MEP 2014 [Online Code]](https://m.media-amazon.com/images/I/61vjG-sEuQL._SL500_.jpg)


![Learning AutoCAD Civil 3D 2014 [Online Code]](https://m.media-amazon.com/images/I/51F3yi9fokL._SL500_.jpg)