




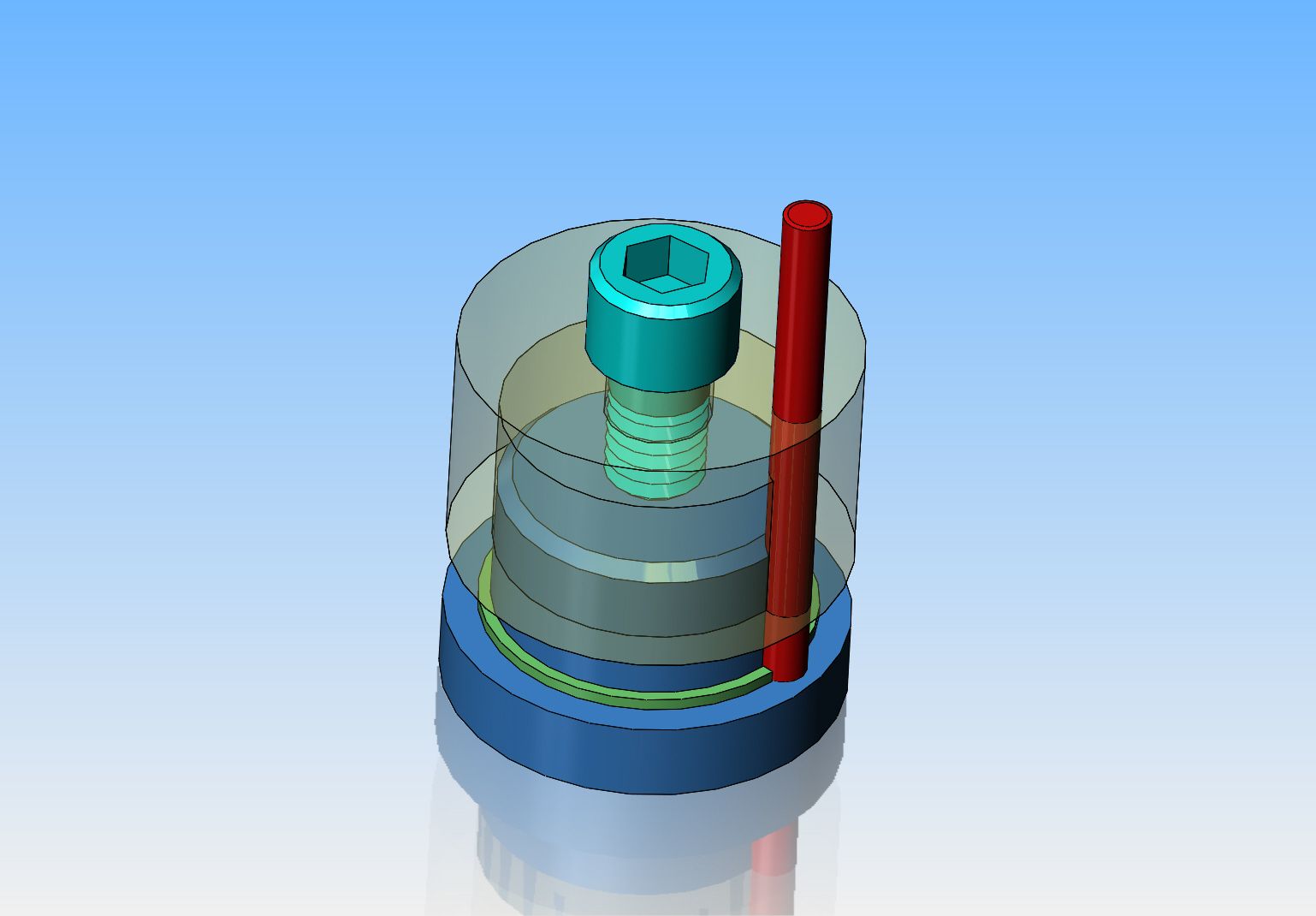
When the ring is cracked and sprung open it will be held in a way that the pressure will be evenly distributed around it.
Imagine if you spring open a ring and stick a piece of flat bar in the gap. Almost all the stress will be transferred to the point across from the gap. During the stress relieving process a flat spot will be created directly across from the gap and when sprung closed, that spot will not touch the cylinder wall.
The fixture will hold the rings as best to avoid the deformation of the ring so when sprung closed, it will return to being round again at the correct diameter.
That's the best I can describe it. Once you build the fixture and get your rings in it tighten it up and heat. I have never had 100 percent good ones so if you need 2 do 5. 2 you need, 2 spares and the last one in case of a bad one.
Imagine if you spring open a ring and stick a piece of flat bar in the gap. Almost all the stress will be transferred to the point across from the gap. During the stress relieving process a flat spot will be created directly across from the gap and when sprung closed, that spot will not touch the cylinder wall.
The fixture will hold the rings as best to avoid the deformation of the ring so when sprung closed, it will return to being round again at the correct diameter.
That's the best I can describe it. Once you build the fixture and get your rings in it tighten it up and heat. I have never had 100 percent good ones so if you need 2 do 5. 2 you need, 2 spares and the last one in case of a bad one.




![Learning Revit MEP 2014 [Online Code]](https://m.media-amazon.com/images/I/61vjG-sEuQL._SL500_.jpg)








![Learning Rhino 5 [Online Code]](https://m.media-amazon.com/images/I/51mnp7gNY7L._SL500_.jpg)












![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)







![Learning AutoCAD Civil 3D 2014 [Online Code]](https://m.media-amazon.com/images/I/51F3yi9fokL._SL500_.jpg)


![Learning AutoCAD Electrical 2014 [Online Code]](https://m.media-amazon.com/images/I/61KCPiYWuEL._SL500_.jpg)















