




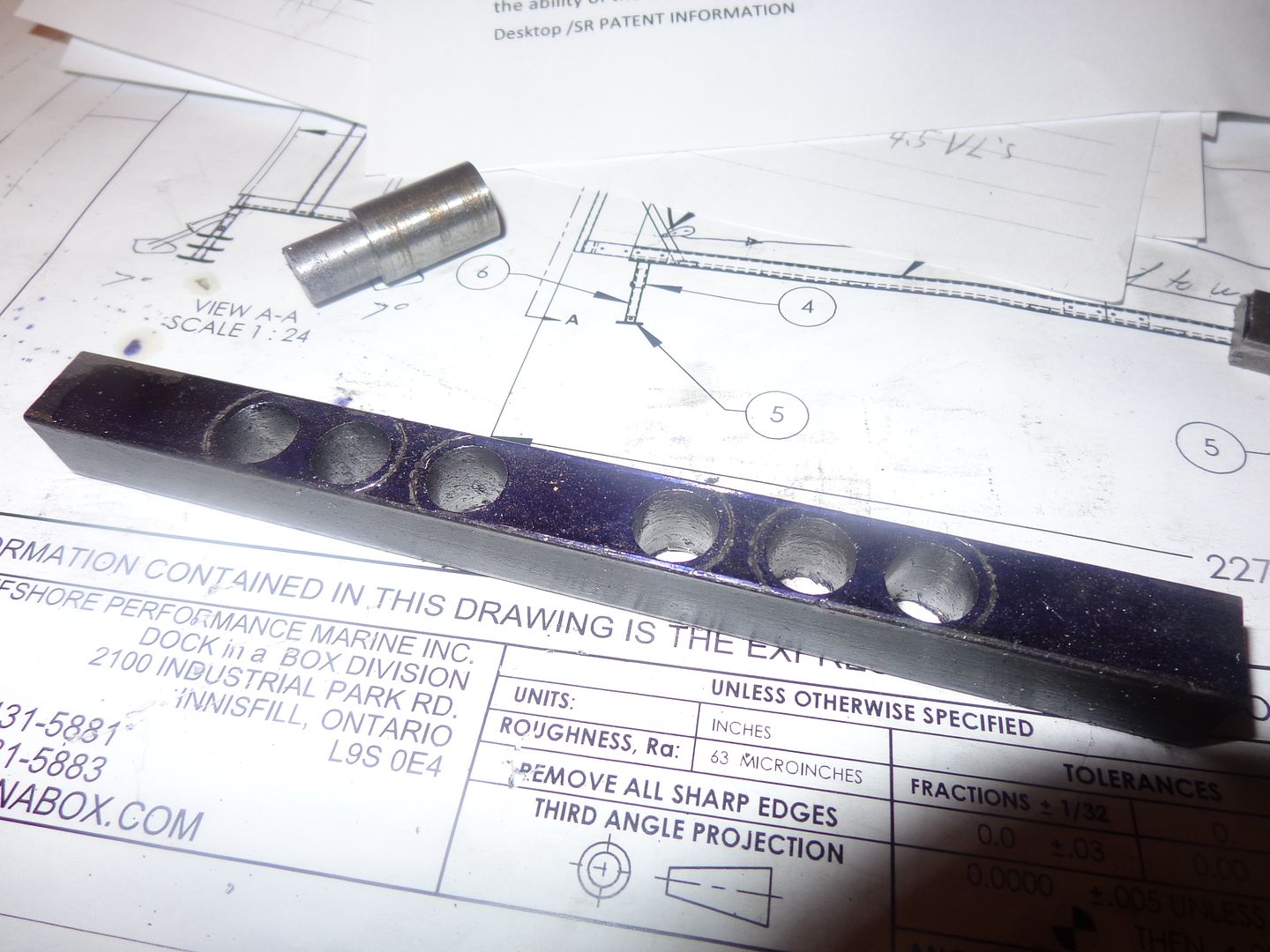
Now we have a step #2. After recoating the side of the drilled part with layout dye, I take a piece of 1/2" dia. cold rolled steel, and turn one end for a "good fit" into the .3725" reamed holes, set it in place, then scribe around the outside of it with my scriber. This gives me my "reference" lines for trimming to length and radiusing the ends of the 3 crank webs. Why didn't I make the end webs out of thinner material?---Because I figure the thicker material is less apt to move when I weld it, and it can be turned to finished size in the lathe after welding, by turning from the non welded side.







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)















































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)













