It's been awhile since my last update. I started on the cylinders, got through roughing the O.D.'s and started drilling and boring when my Logan started acting up. I've had the lathe about 12 years and bought it from the original owners wife. On several occasions it would start, hum and trip my breaker so I had it looked at. The repairman said it was in good condition and could find nothing really wrong so I put it back together which is no mean feat in itself. Over the years it would do the same thing once in awhile. I found that by cycling the switch (rotary) several times it would go away. Well this latest occurrence could not be overcome so I took it to another motor shop. The fellow there said that the starter switch was jammed so he bent the tab allowing it to open with the governor. I paid my money, took it home, reinstalled it, fired it up and starting making chips. That lasted for 2 days, and then back to the same old shenanigans. I called up the motor guy and he said there were no parts available for it and he didn't know what to do. After a short conversation of how it didn't even last a week he said bring it back and he would look at it again. I'm getting pretty good at lugging that brute out from under the lathe cabinet so back it went for 3 more days. Long story short, he could find nothing wrong and in fact he couldn't get it repeat the problem. I picked it up installed it again for the umpteenth time and so far it's working.
Now that you've heard my motor story I'll get on with the cylinder build.
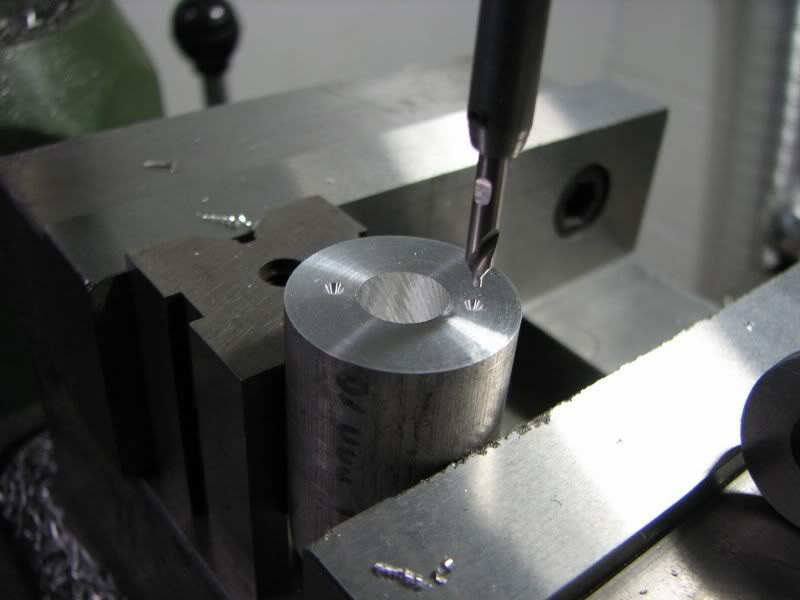
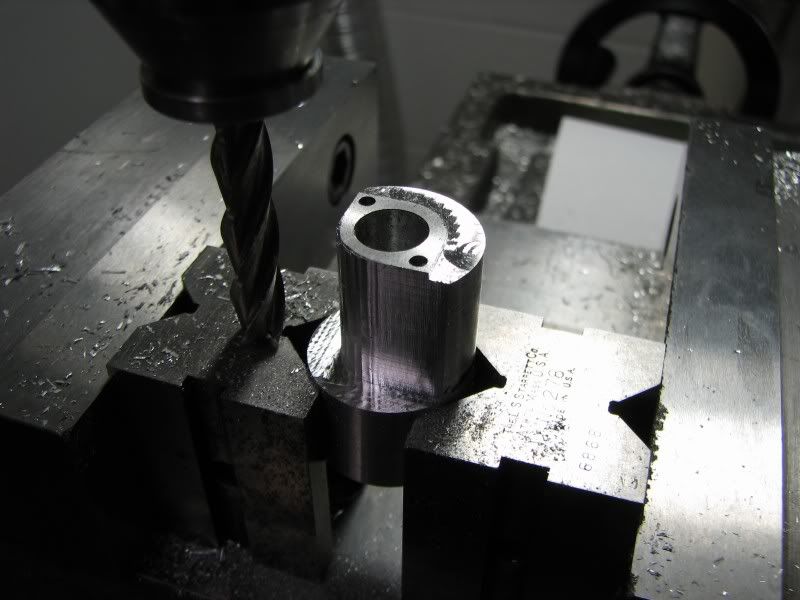
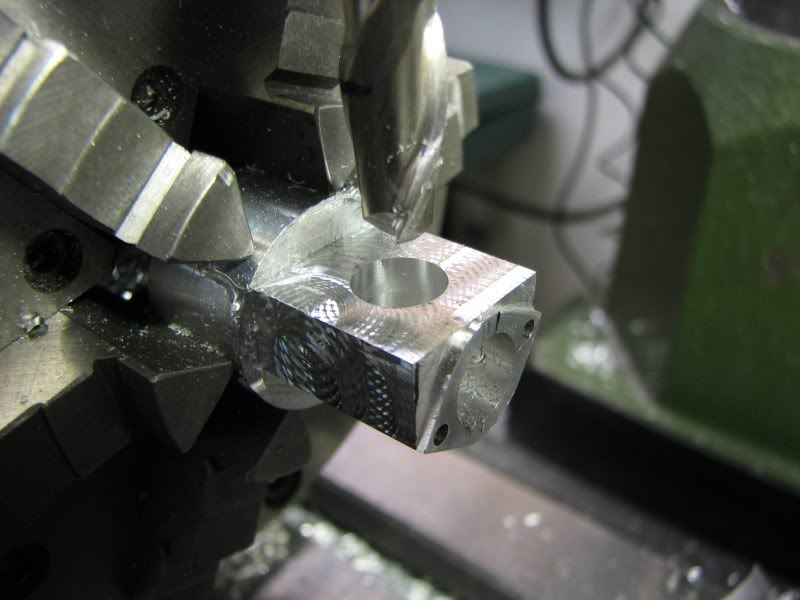
The cylinders are made from Durabar, a continuously cast iron having very fine grain structure. I didn't have a large boring bar so I took a piece of .625 drill rod and made one up. Nothing fancy just 3 inches of full diameter and 2 flats milled on the other end to fit in my QC holder. I drilled the cutting end .25 and drilled and tapped a hole from the bottom to hold a round piece of carbide from a broken end mill in place. Although I have used high speed necking tools to do fins in the past they have always been in aluminum and I didn't want to stop and sharpen the high speed to keep a good edge on it while cutting the iron. I looked into buying a carbide tipped cutoff tool but it was rather pricey so necessity being you know what I took one of my brazed carbide tools, milled the stock out from under the carbide leaving a .09 blade and then ground the carbide down to .096 wide. I must say I had a little doubt as to it holding up but it did both cylinders with no problem.
The first picture is the tool and the fins on the cylinder. I didn't show the turning or boring as it was a straight forward operation.
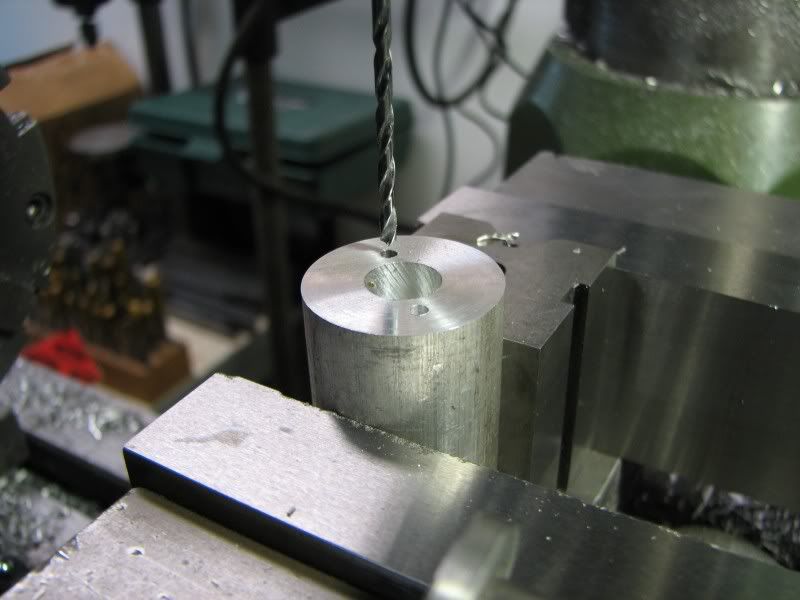
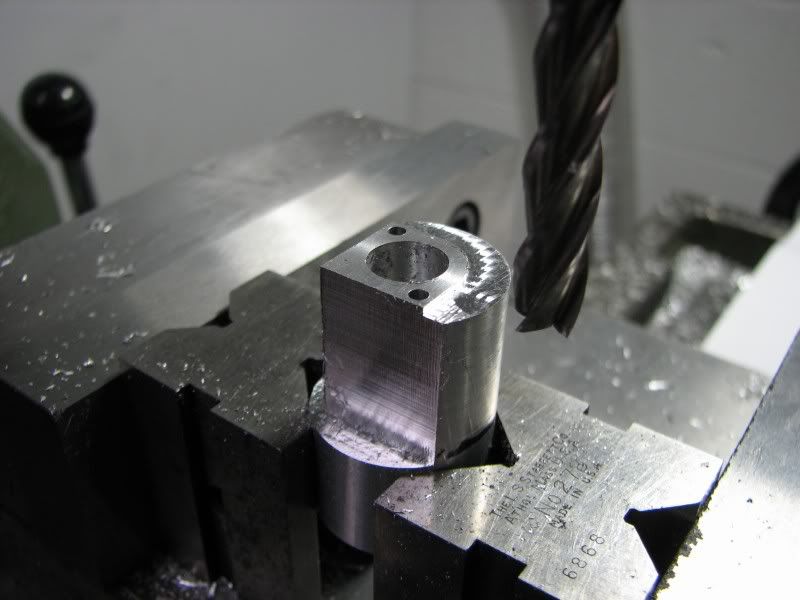
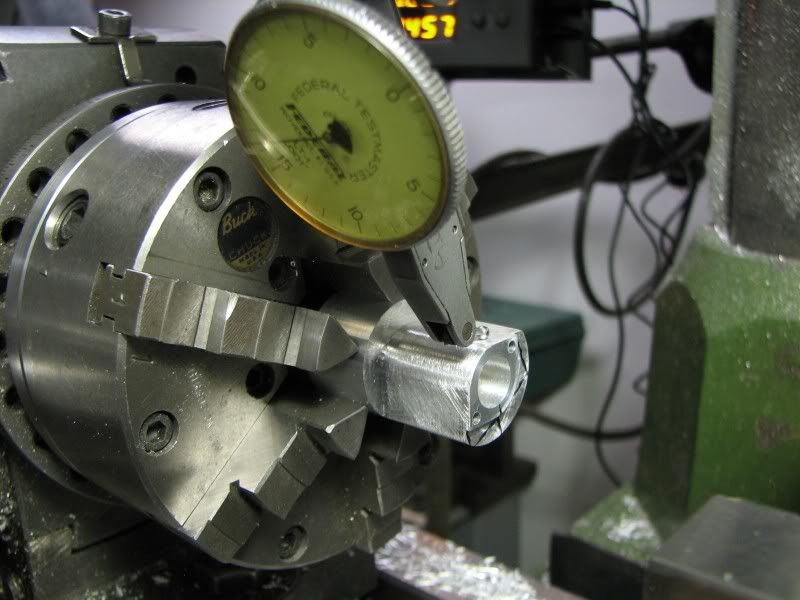
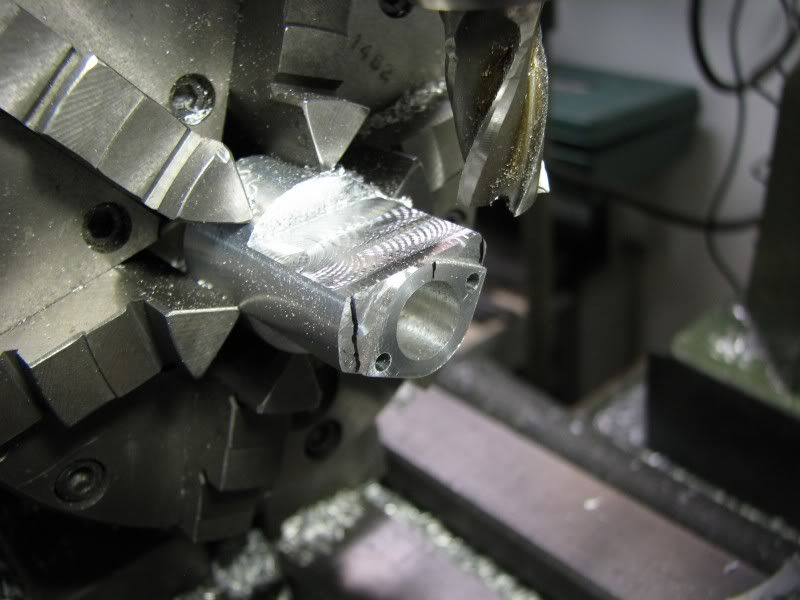
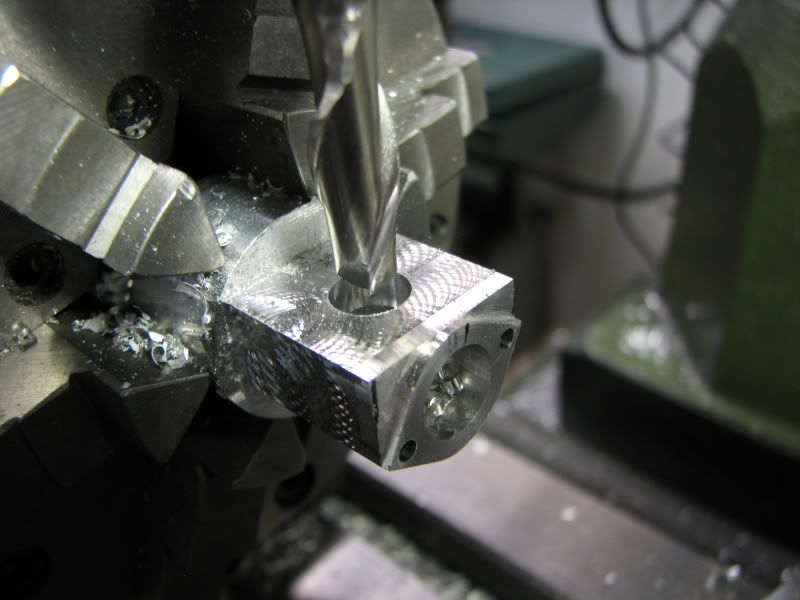
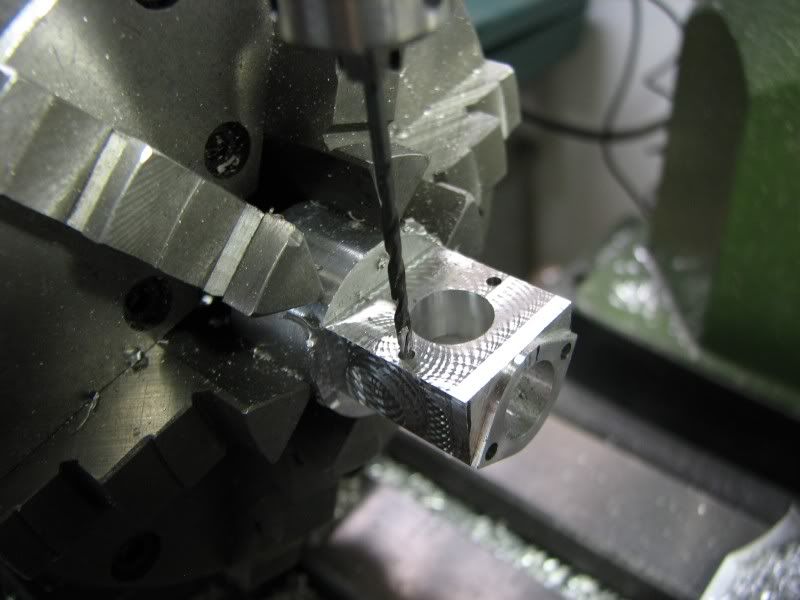
From the lathe I put the cylinder with it's chucking lug into the mill and drilled the mounting holes. While it was set up square to do the holes I milled the mounting flange square.
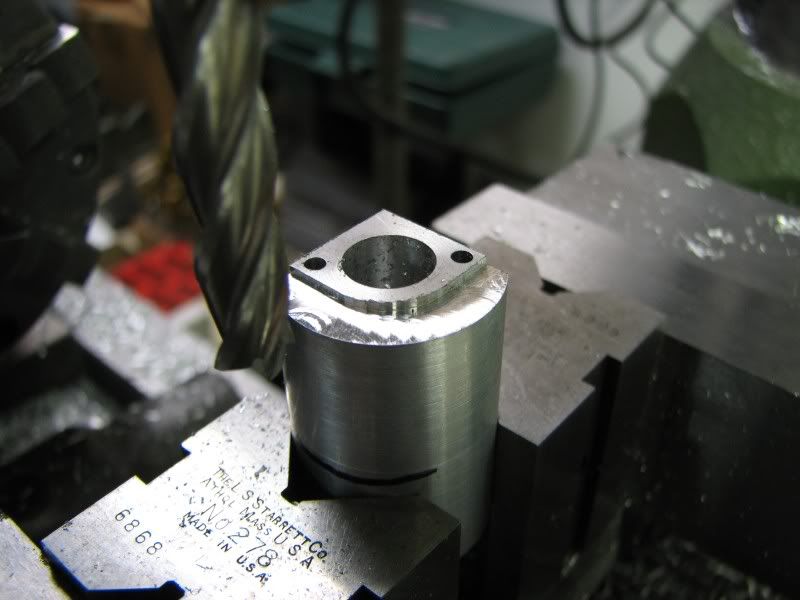
From the mill I took the cylinder out to my vertical bandsaw and cut the cylinder off of the chucking lug. This was at the time when my big lathe was down and I know my small lathe would have groaned at that task. I had a mandrel from my Holt build so all I had to do was drill and tap corresponding holes to mount the cylinder. I mounted the cylinder and faced it to length in my 6" Atlas lathe.





")




















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)