




- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
I didn't get a lot accomplished today. I was over at my friend's shop using his cutter grinder to touch up a box full of end mills.
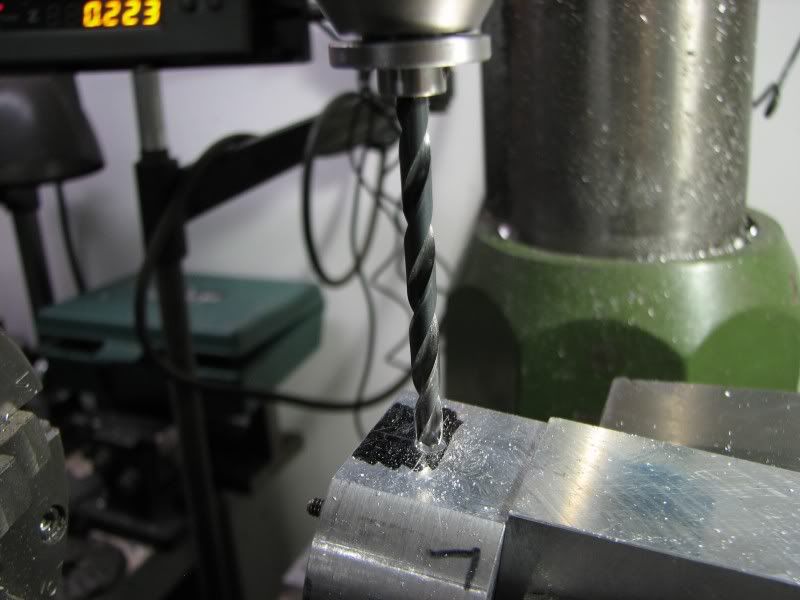
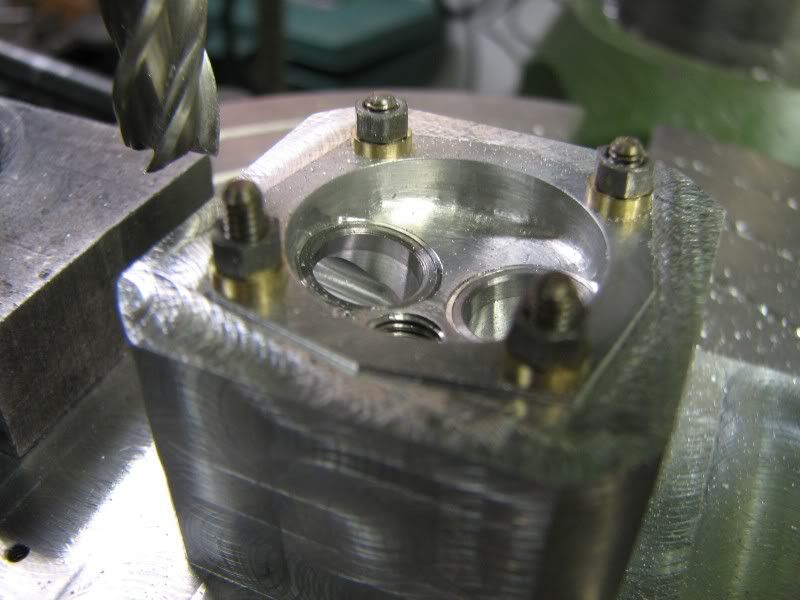
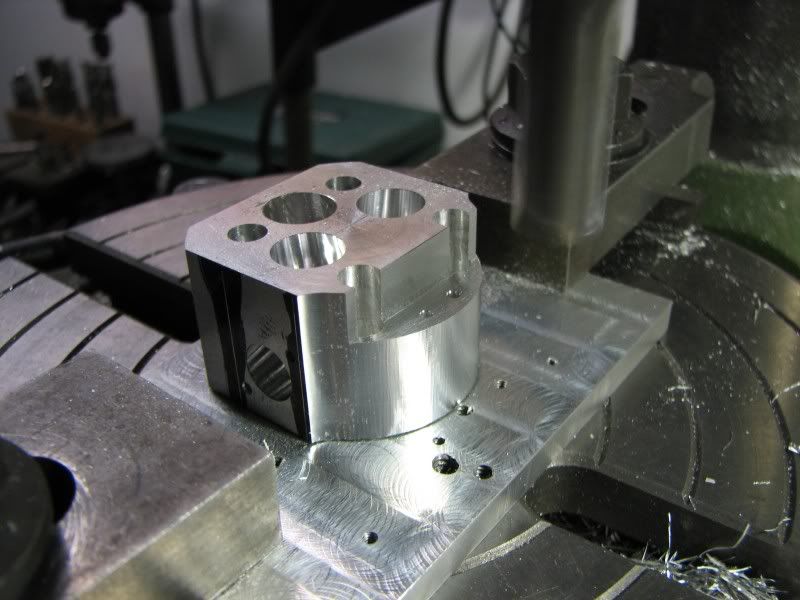
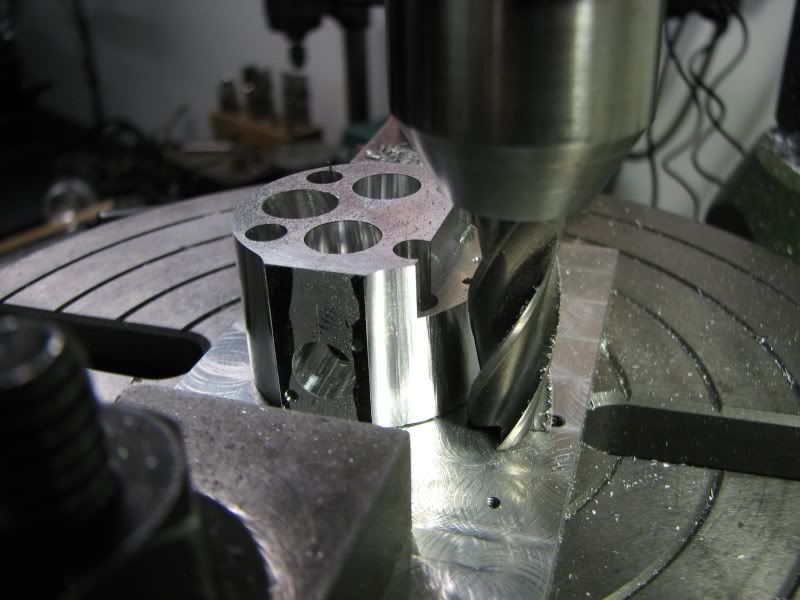
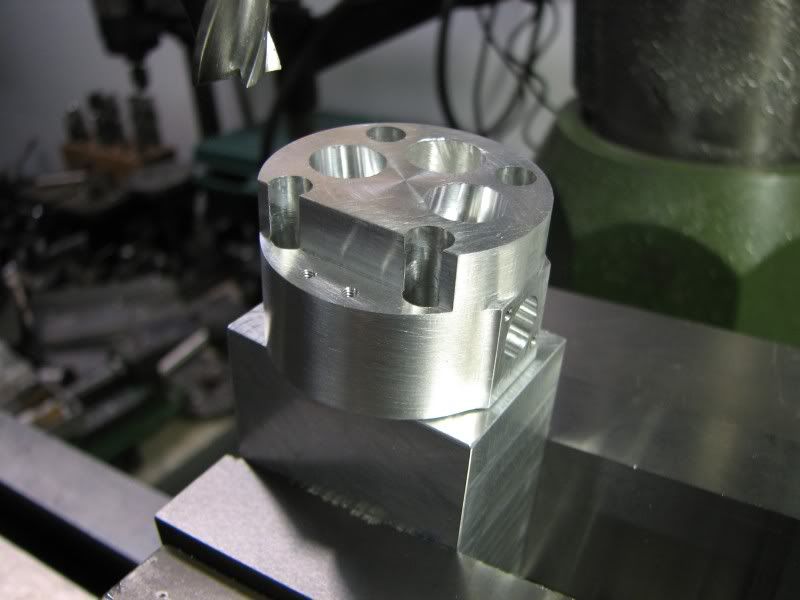
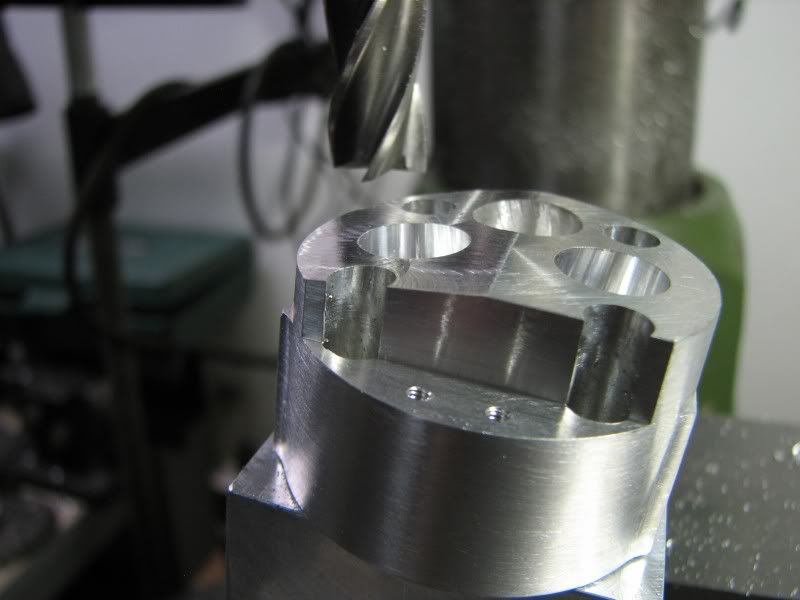
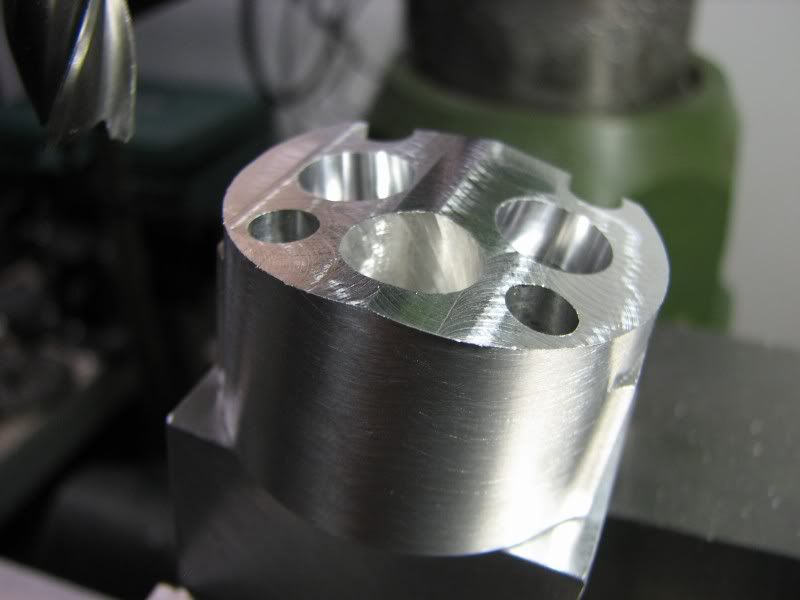
The fixture block that I made for doing most of the machining operations on the heads has become invaluable. Once I make a setup I can just rotate the head to the other port or whatever I'm cutting without having to pick up lines and centers again. Today I clamped the block in the vise and squared up the angled surface I put on the bottom surface that matched the angle of the valves and combustion chamber. With the head located on the dowel bushings as per the last operation I picked up my centers, set my digitals and started cutting. Basically it was a center drill, drill, undersized ball mill and finally the .375 ball mill to match the port coming from the combustion chamber. The final two pictures are a closeup of the combustion chamber showing the valve seat inserts and the other tries to show the exit of the port from the combustion chamber.
gbritnell






The fixture block that I made for doing most of the machining operations on the heads has become invaluable. Once I make a setup I can just rotate the head to the other port or whatever I'm cutting without having to pick up lines and centers again. Today I clamped the block in the vise and squared up the angled surface I put on the bottom surface that matched the angle of the valves and combustion chamber. With the head located on the dowel bushings as per the last operation I picked up my centers, set my digitals and started cutting. Basically it was a center drill, drill, undersized ball mill and finally the .375 ball mill to match the port coming from the combustion chamber. The final two pictures are a closeup of the combustion chamber showing the valve seat inserts and the other tries to show the exit of the port from the combustion chamber.
gbritnell














![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)
























![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

























")