




- Joined
- Jul 16, 2007
- Messages
- 3,061
- Reaction score
- 1,203
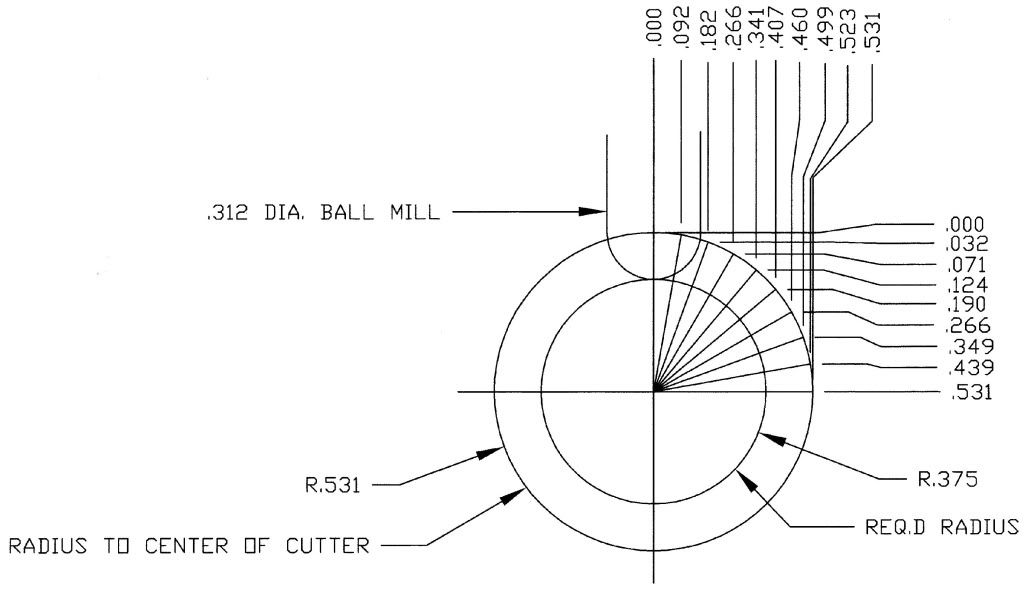
Hi Paul, if I'm doing a radius without an intersecting surface I lay out the radius I need plus the radius of the cutter in AutoCad and then put in the coordinate dimensions. The angle of the steps is determined by the cusp (the height of the bumps between the cuts). I establish the center of my part, move off center the required amount and then start stepping around the radius. When I was a patternmaker we were always machining radii into the pattern and corebox equipment. I had to do this type of thing almost daily. In trigonometry terms it's called sine and cosine. In the case of the part you posted I would do the same thing but I would have a layout line for the front face to work to. It seems tedious but after you've done it enough it's not to bad. Sometimes there is no alternative, by that I mean some parts could be rotated on a rotary table but for something small like this there would be practically no way to hold it. Most all of the radii you see in the construction of the crankcase were done this way.
George
George







")



















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)




























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)











