- Joined
- Dec 28, 2008
- Messages
- 1,731
- Reaction score
- 9
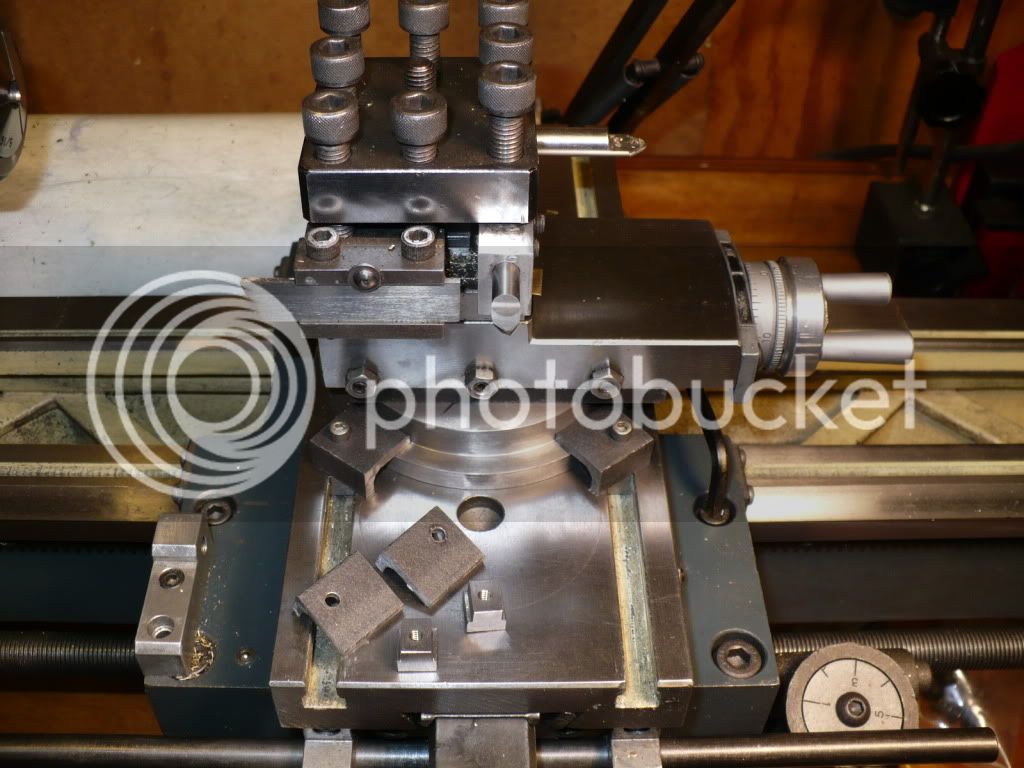
I have an early 1992 Enco brand 9 x 20 bench lathe. The lack of rigidity in the tool post makes cutting off a work piece difficult at best. I have seen the tool post bend over under load, jam the cut off tool, and stall the motor. In severe cases the cut off tool breaks, and/or the work piece is ripped out of the chuck. Its very frustrating to say the least. Tool chatter is another problem that can't be avoided on larger diameters such as flywheels.
I recently saw an improved four bolt tool post hold down plate on E-Bay that claims to solve the problem. Has any one tried this, or their own shop made version.
Is this a viable solution to the problem, or is replacing the entire unit with a quick change tool holder the only way to positively eliminate this problem.
http://cgi.ebay.com/A2Z-CNC-9x20-La...676?pt=LH_DefaultDomain_0&hash=item336212b2c4
I recently saw an improved four bolt tool post hold down plate on E-Bay that claims to solve the problem. Has any one tried this, or their own shop made version.
Is this a viable solution to the problem, or is replacing the entire unit with a quick change tool holder the only way to positively eliminate this problem.
http://cgi.ebay.com/A2Z-CNC-9x20-La...676?pt=LH_DefaultDomain_0&hash=item336212b2c4





















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)









") ), so I've decided it is high time I contributed something in return for all I get out of reading.
), so I've decided it is high time I contributed something in return for all I get out of reading.