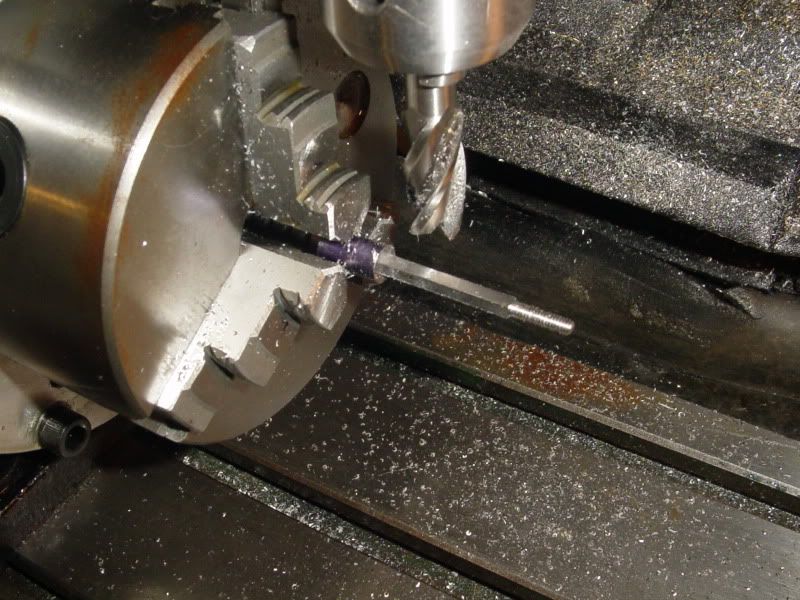
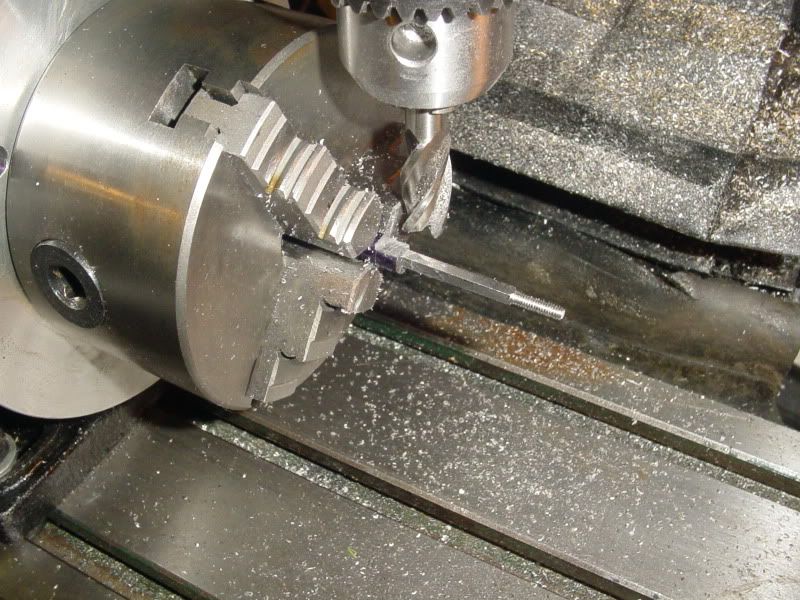
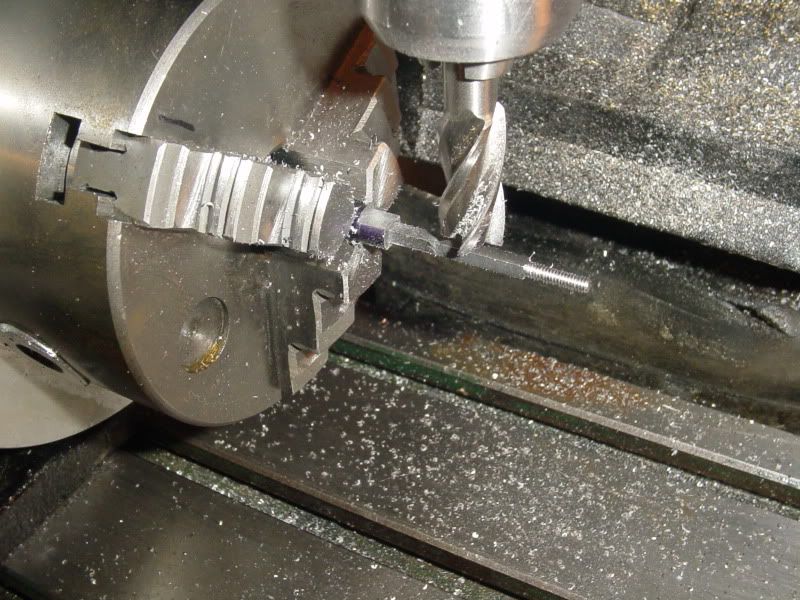
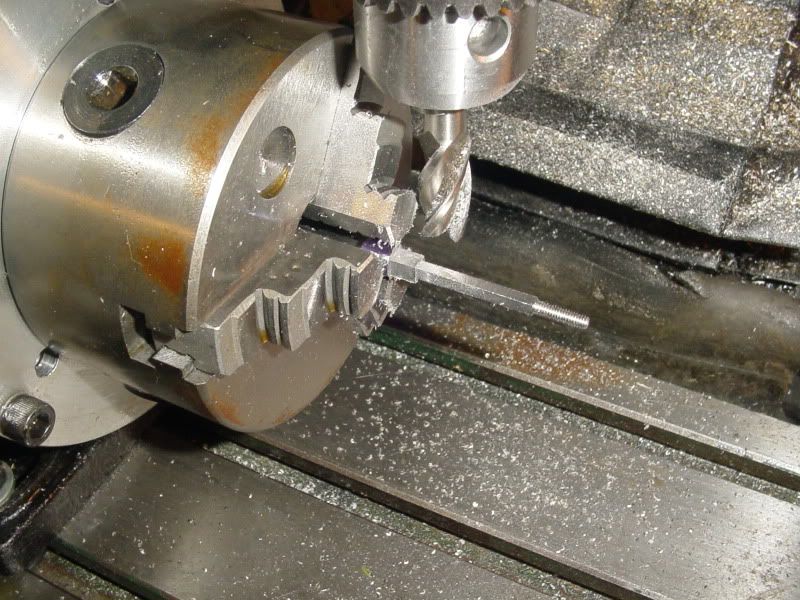
I know it is a bit late into this post, but as Brian has just drilled his balls (no sarcasm please), and it has already been mentioned at the beginning, but I will just mention that I drill ball bearings a fair amount.
I don't go to great troubles about heating and cooling. Just using a couple of firebricks as a makeshift hearth, gang 'em up and heat to cherry red (I have found bright orange under fluorescent light to be ideal), then put another firebrick over the top to allow to cool down a little slower, or you could drop them into very dry sand and let them cool for an hour.
Yesterday, I processed 8 X ⅝" hardened steel ones, and drilled and tapped them 4 @ 4mm and 4 @ 4BA with no troubles at all, all to nearly full diameter depth. It is just like working with unhardened silver steel (drill rod), a bit tough, but do use plenty of high pressure tapping fluid for drilling and tapping (only use HSS tooling, NOT carbon steel).
The hard bit is today's job, removing the black scale off the balls to get them back to original lustre.
They work out very cheap if you buy say 50 in a pack, and to me, they look a little more realistic on a ball governor, but that is just me.
Sorry to interrupt this very good post.
Bogs















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)