Hilmar,
Thanks for pointing out that thread. I wish I'd seen that a couple weeks ago, now you have got me rethinking the mounting of my scales (this'll make round 3). I just used modified calipers as they were cheap.
I'd originally mounted the X axis in the front, as FB did, then got a DRO display and moved the X to the back. It seems to collect more chips back there, however.
Dave,
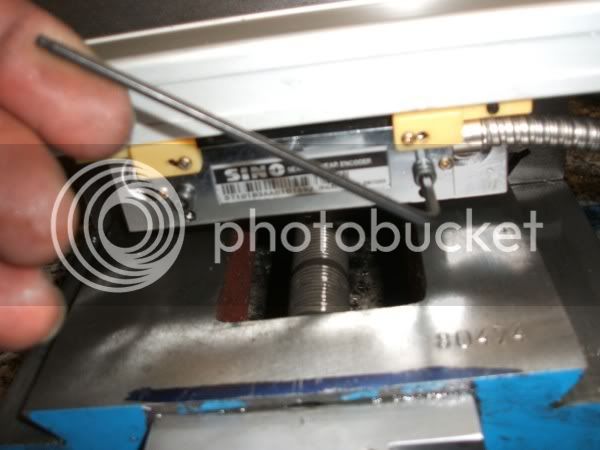
I like the DRO you bought. I think your kit is better quality and more accurate than the set-up I'm using with the cheap calipers. I don't fully trust the measurements it's displaying.
Keep us posted on the progress.
Thanks for pointing out that thread. I wish I'd seen that a couple weeks ago, now you have got me rethinking the mounting of my scales (this'll make round 3). I just used modified calipers as they were cheap.
I'd originally mounted the X axis in the front, as FB did, then got a DRO display and moved the X to the back. It seems to collect more chips back there, however.
Dave,
I like the DRO you bought. I think your kit is better quality and more accurate than the set-up I'm using with the cheap calipers. I don't fully trust the measurements it's displaying.
Keep us posted on the progress.
")












![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)