If you can sort out your rubbing threading tool then I would cut that one oversize, not really critical what the diameter is as the mating cylinder sleeve will have to be single poinyt cut to match, just thread until you have a full depth form. If the thread has cut out of line with the hole then it will also not be true to the top face of the boss so you are not going to get a good fixing as it is.
Regarding the liner threads, using a die is not going to get you close to the shoulder ( no big undercut like the crankcase end) so it would be better to single point them to the sizes given on the drawings as going larger will affect the fin depth on the cylinder and will probably need the lower part of the cylinder increasing in diameter to accommodate the larger thread if you use that. Again a tap won't get you close enough to the shoulder inside the cylinder so it needs single pointing.
When it comes to the bottom end of the liner I would still suggest you single point it to say 80% thread depth and then run your die down it to get the final profile. This will ensure the thread is concentric and square to the liner. A thread that size in a tailstock die holder or worse a handheld diestock is unlikely to cut 100% true.
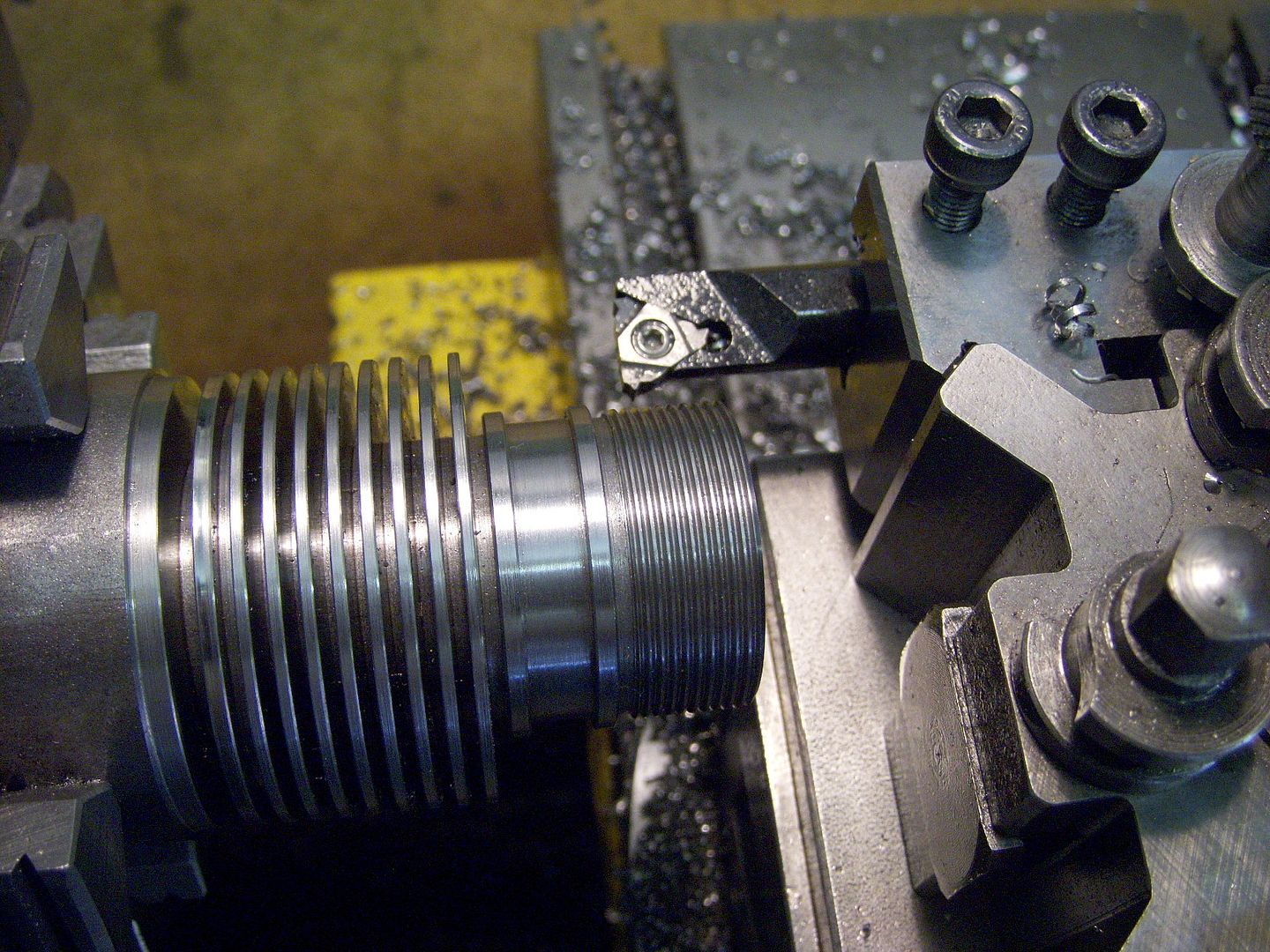
This is a cylinder that has been turned, bored and threaded all at one setting so everything is true and concentric and is the best way to get an accurate part which should lead to a running engine.












![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)



















![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)