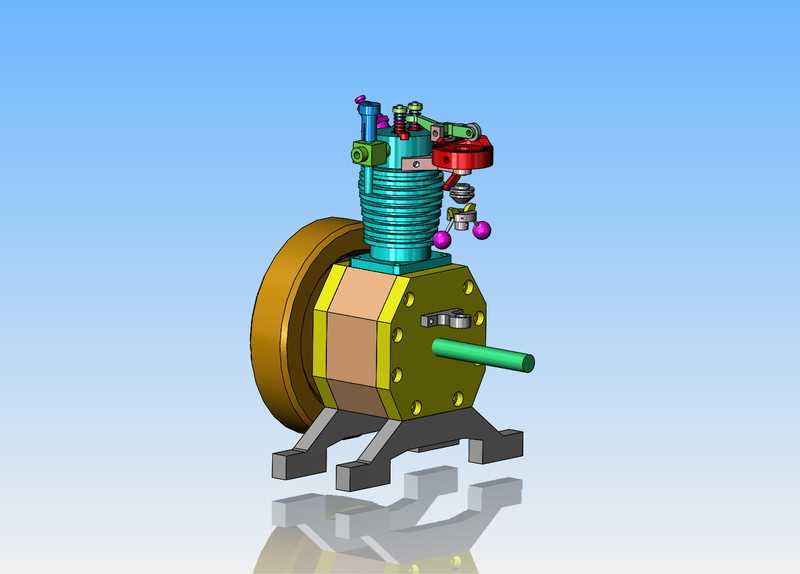
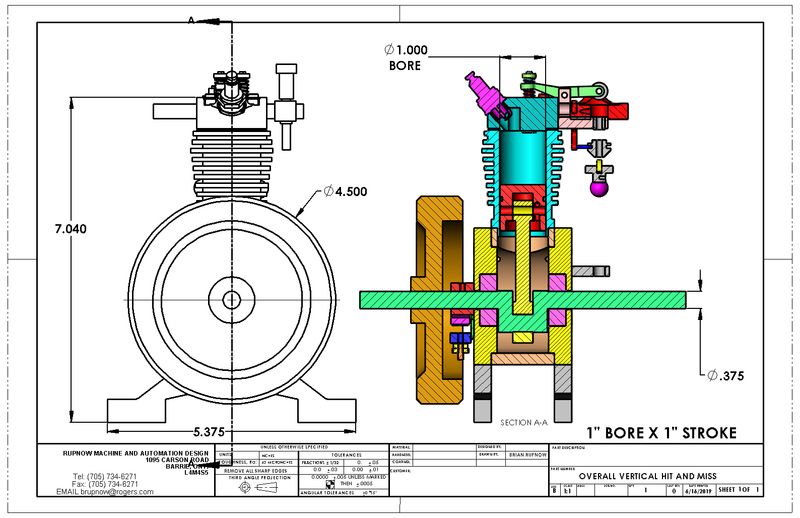
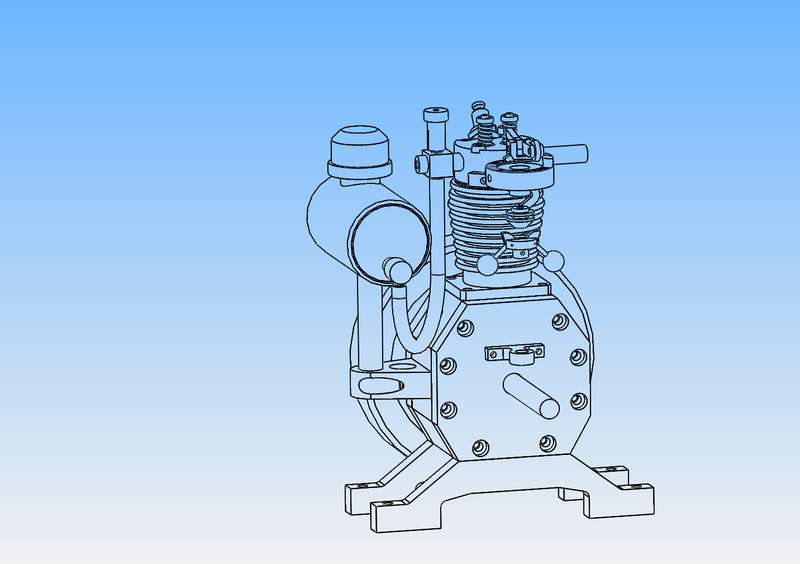
I've caught up on all of my summer chores, and the weather outside is cold and rainy and horrible. I have been bored this week, and when I get bored, I start to design things. I have watched enough YouTube videos of Bob Shores Silver Angel to suss out the hit and miss mechanism, and I am impressed by it. I have ordered a set of 2:1 bevel gears off Ebay and I'm waiting for them to arrive. This engine will have a bore and stroke of 1", and a single flywheel. It will have an oil sump, and the same general configuration as the Angel. I will be using my most current carburetor design (without the offset in the carb body). The valves will be my standard 1/8" stem and 3/8" head. Sparkplug will be a 10 mm CM6 from NGK because they are available at autoparts stores. Probably as the design progresses I will support the horizontal gas tank on a pair of stand-offs from the engine. I do plan on building this engine, but it will take a backseat to other summer things and impending eye surgery in July. This will give me an engine to run my face cam on. Follow along. it should be fun.---Brian




![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)