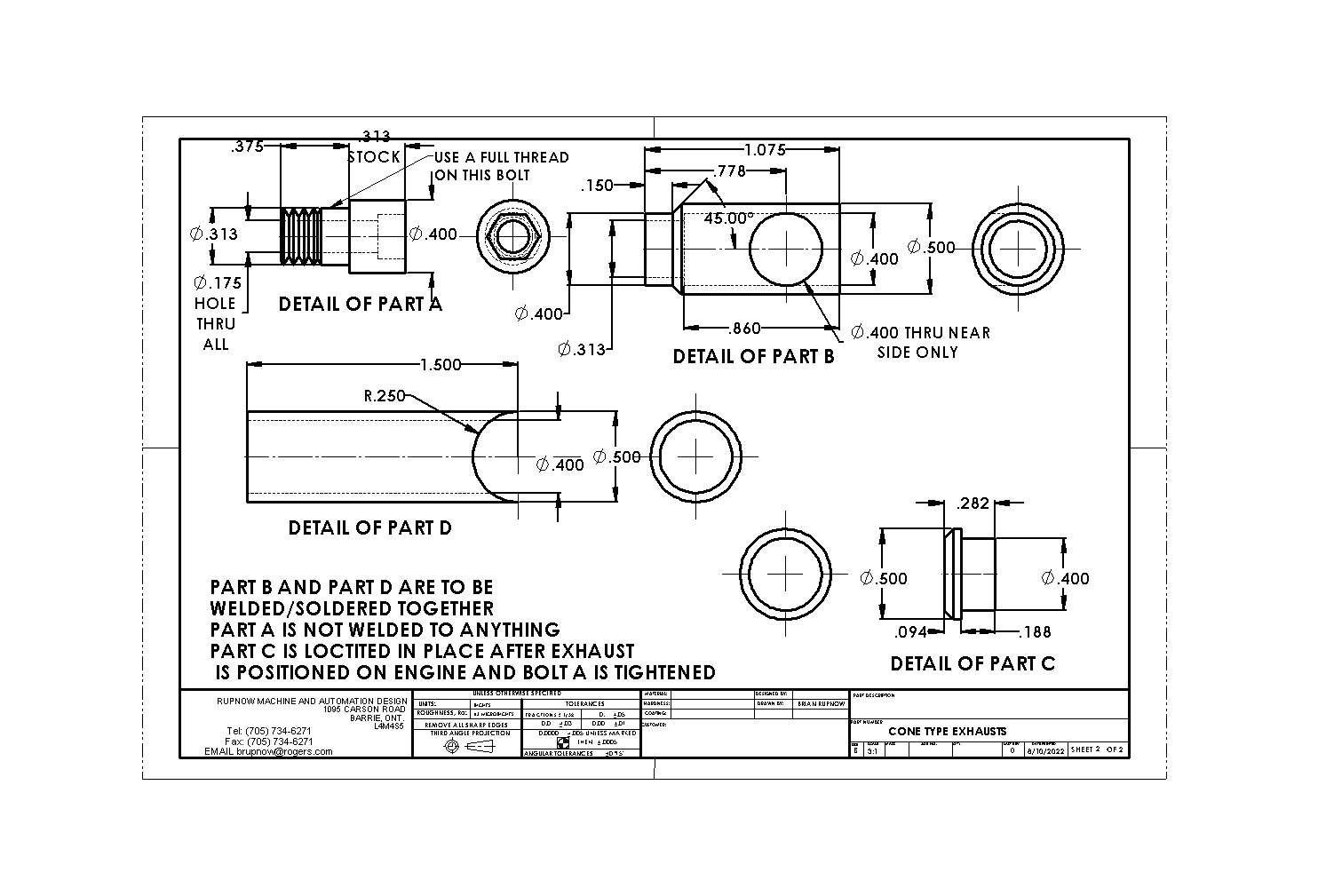
Exhaust Details











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)



")
Brian, Is this the post you have in mind Link CamCalc - Manual Numerical Control | Model Engineer Click on the link within the postHELP!!! I know that there are two main methods of cutting cams for these small i.c. engines. One method uses a vertical milling machine and a printed out set of offsets that will give you the cam profile that you want if followed precisely. I have used that method in the past, but windows 11 seems to not run the charts I originally used. The other method also uses the vertical milling machine and after initial set up there are no charts used in machining the cam. I THINK someone has set up these offset charts for the first method on an excel spreadsheet. I would like to use the first method with the excel spreadsheets, because it lets me cut all four cams at once. Can someone please point me to a post where I can download and use these excel spreadsheets, and perhaps a post where it all gets explained. It has been a long time since I used that method of cutting cams.---Brian










































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)





