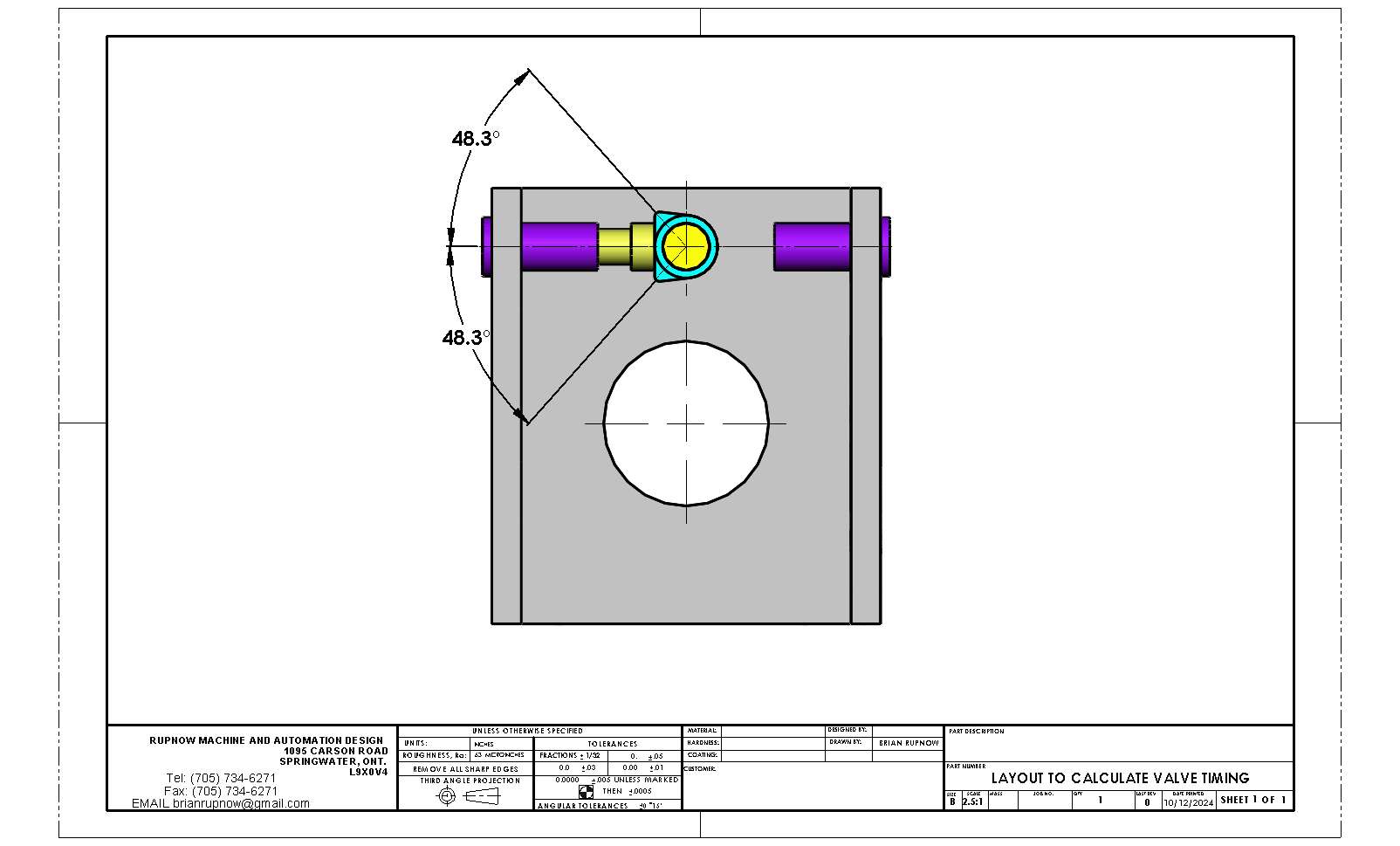
You need to have the correct cam leading.An other way : Fix the 2 lobes on the shaft at an angle of 102 degrees, then adjust the position of the gear.
Brian why not Loctite the two cams in place, if you get it wrong pull the shaft out, heat to break the Loctite and then reposition the other way round. Saves making a new cam with screw boss.
As I and others have said forget about the 2nd cylinder, just turn the engine over by hand and get the first set up as you have done with previous singles which will soon show which way the two camsneed to be set. The second cylinder will take care of itself apart from a bit of lash adjustment.







![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)