GailInNM said:
Cap'n Jerry,
Looking good.
Tapered endmills are available for mold and pattern making. I have a selection that I have acquired over the years as needed and use regularly.
Many tooling supplier have them. Here is a link to Enco's page on them.
http://www.use-enco.com/CGI/INPDFF?PMPAGE=157&PARTPG=INLMK32
Gail in NM
Thanks Gail, that would be the way to go if I thought I would last log enough to get a fair return on investment. I'm now thinking I'll mill it square and slope it with a file.
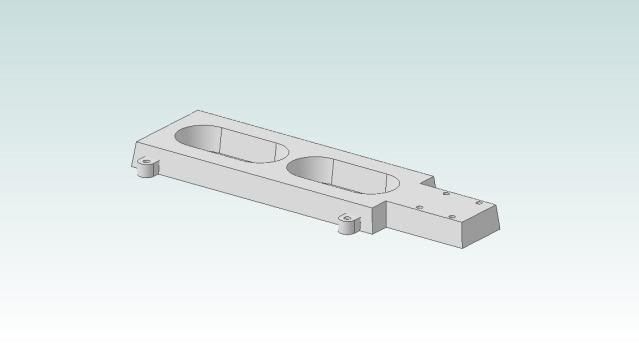
Here is what I did today.
Starting with a big chunk of aluminum 1.68" x 2.25" x 12" I'll rip a piece .4" x 1.68' on the saw. Using a 9" 60 tooth carbide tipped blade. I can't get the full cut in one pass. I have found that it is better to do it with 5 cuts. The first cut is about 1/4 of the thickness. Two cuts, one on each face, keeping the same face against the rip fence. The depth o cut is the set to just under 1/2 of the thickness and a cut is made on each face. The blade is raised enough to complete the cut and one last pass separates the parts. Doing it this way keeps the part from getting too hot to touch. You must be sure that your rip fence is parallel to the blade to eliminate binding and friction.

With the slab cut to thickness, the blade is tilted to 10 degrees and the blank is cut to length. I cut it slightly over finished length. leaving just enough for filing to length. Next time, I would save this step for last, after cutting the shoulders for the narrow section. That would leave me room to make correction if I foul up the shoulder.
To cut the shoulder, the depth is set to cut to the wide part of the base and the miter guage is angled to 10 degrees. I clamp the part to a waste fence and the clamp the fence to the miter guage.
Cutting to the mark by eye is not that hard.
The mitre guage is swung to 10 degrees the other way and the second shoulder is cut to the same depth.
The blade is vertical for all of these cuts.
Now I'm ready to free the waste. Leaving the miter gauge set to 10 degrees. The part is stood on end and the blade depth is set to the length of the shoulder. Cut one shoulder, swing the miter gauge the other way and make the other cut.
These last two cuts do not free the waste. The waste is still attached by a small amount of material in the corner. Break it free with pliers.
this is what is left in the corner.
Clean it up with a hacksaw:
and a file
and this is the result:
Now you can tilt the blade to 10 degrees and cut the long sides and the ends.
At this point, my eyes spotted my random orbit sander on the bench with a 100 grit disc. I wonder if that will give the appearance of a casting from a sand mold? I tried it. Maybe, I'll experiment with this later.
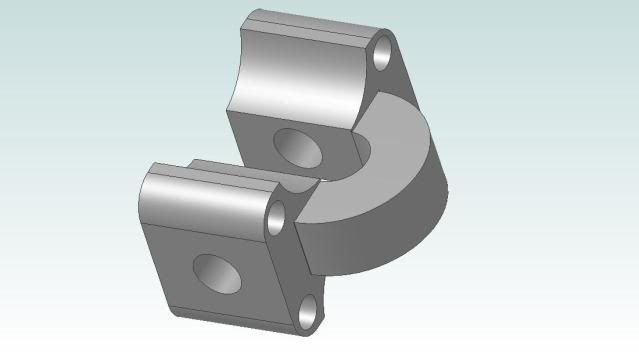
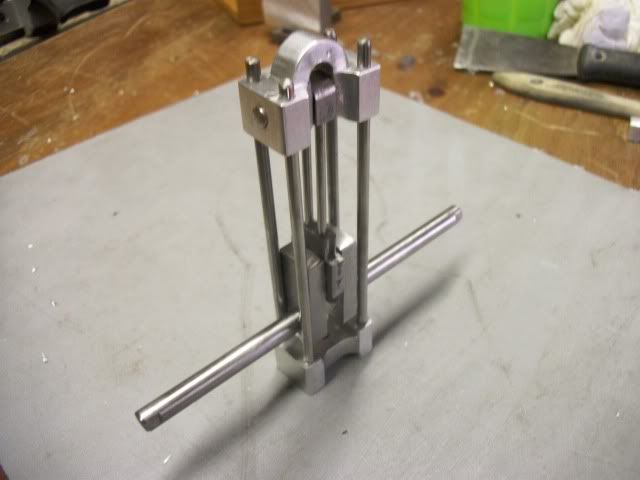
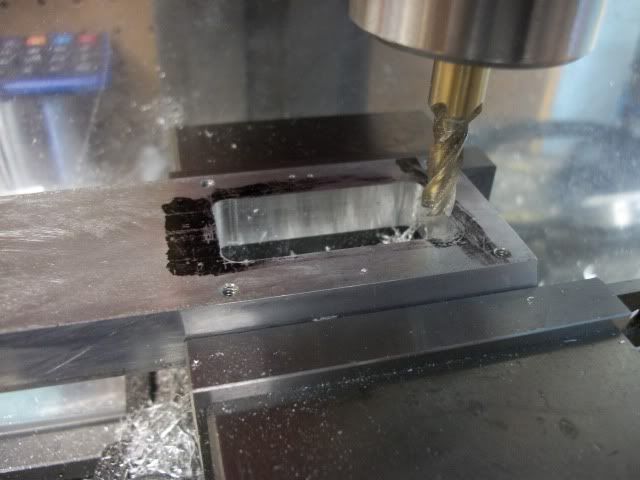
I then turned my attention to the two bearing stands. Nothing really spectacular here. I milled a piece of 3/8 thick plate to .300" thick, cut out two appropriate sized pieces, screwed them together through the center of the guide spool and profiled them on the mill.
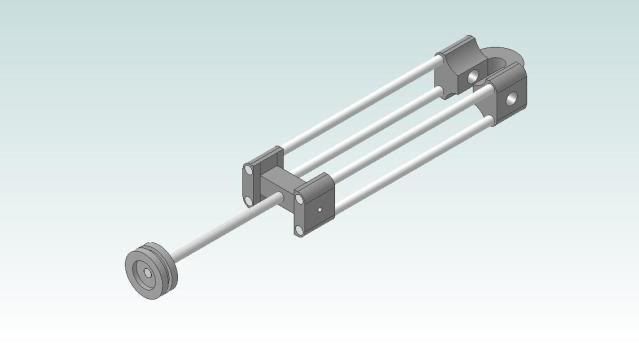
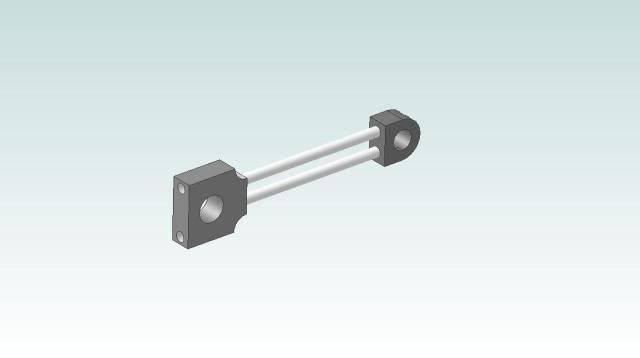
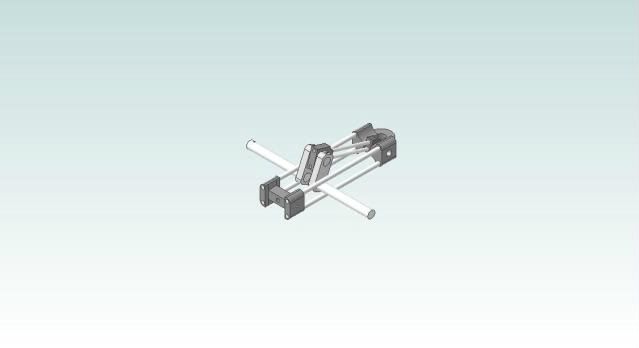
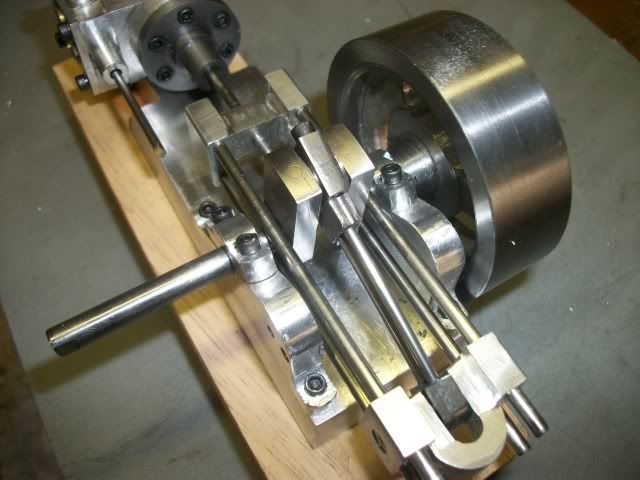
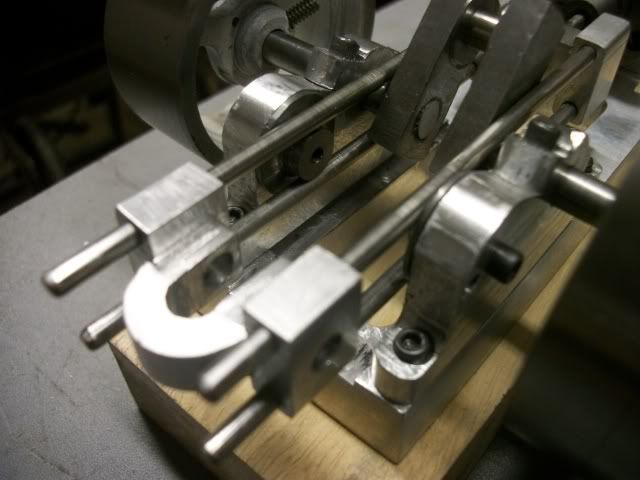
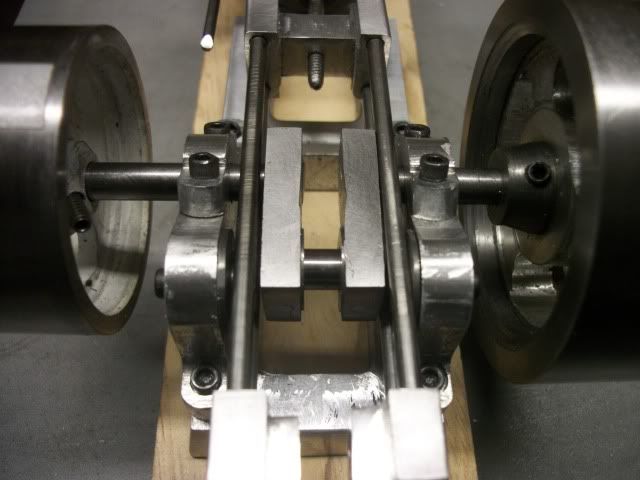
Then the whistle blew and it was time to clean up and go home. I got a few mock assembly pics before I quit.
and
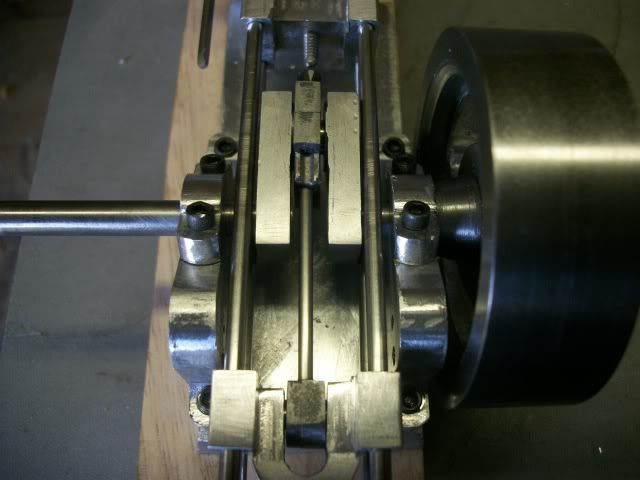
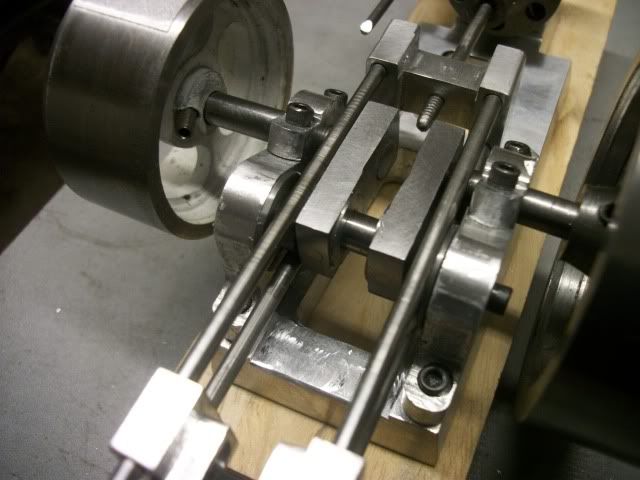
Its shaping up. Lots more to do but its beginning to look like the plan.
I'm beginning to get concerned about all of the unbalanced reciprocating weight without any counterweights on the crankshaft. Stew or Brian, did you find that to be a problem?
Jerry