Thanks to all who have expressed an interest in ANOTHER steam valve and my apologies to anyone who thought that I was going to explain how to construct a Zeuner Diagram. I can't.
What I said I would do is explain how I use Charles Dockstader's Zeuner Diagram to develop the dimension for this engine. I am not a steam engineer so when someone says "That would run better with a little more cutoff" I have to assume that he know what he is talking about. That's not really the problem that I need to solve right now.
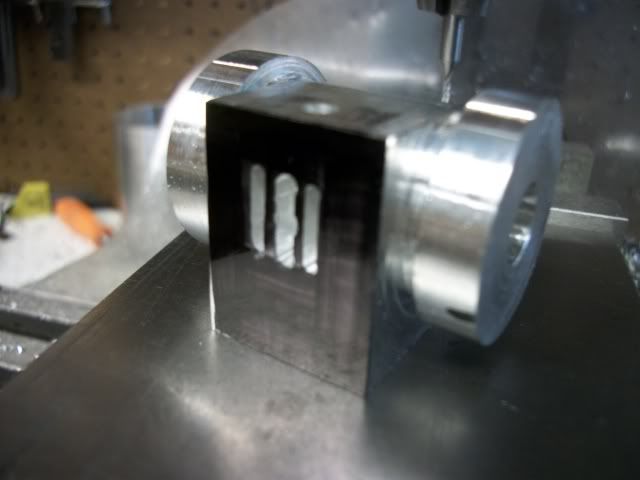
Right now I have a steam chest whose internal dimensions are .850" long by .650" high. The corners have a .063 radius from the 1/8" end mill that was used to make it so I have about .625" of working space for the D-valve. How do I establish the correct dimensions for the valve and how do I tweak it for performance.
this is where Charles Dockstader's Zeuner Diagram comes in. I'm afraid that I don't know who Zeuner was or any of the history of his diagram. Early engineers often used graphical means to resolve complex relationships with multiple factors and to visualize the affect that changes in one or more factors had on the result. Today's "What if" scenarios are plugged into a spread sheet. The value that Dockstader's program has is that it combines an interactive spreadsheet like interface with a digital as well as a graphical representation.
If you don't have the Dockstader prorams, ask Google where it is. Fire it up and select the "Zeuner Diagram" option in the lower right hand corner.
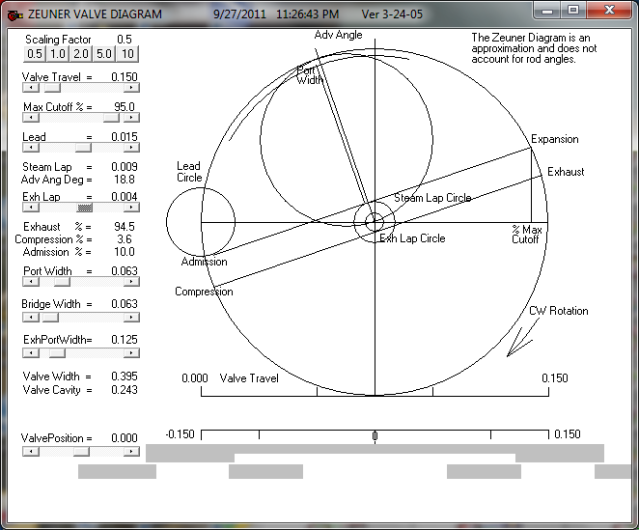
This opens up a screen that looks like this:
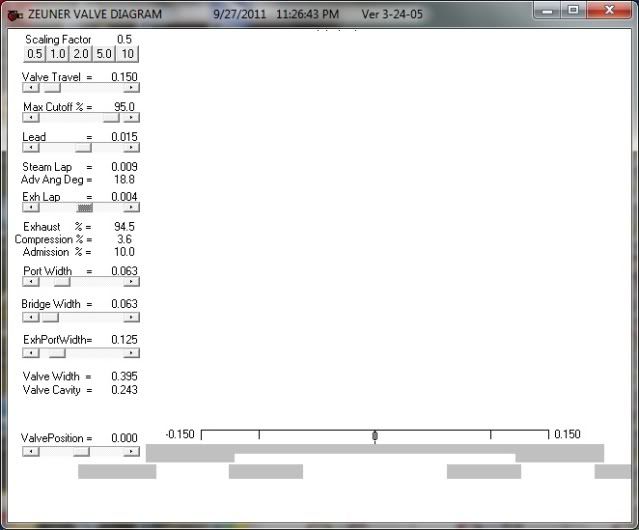
Unless you are used to solving complex relationships with a compass and a straight edge, I would recommend that you ignore the diagram and concentrate on the parameters column on the left. Like this:
You can move any of the sliders in this column and see the effect that the change has. Ignore the diagram, it will drive you whacky!
Of the factors that you can change directly, only 4 are actual dimensions.
1. Valve travel (equal to eccentric throw)
2. Steam port width
3. Bridge width (distance between steam and exhaust port)
4. Exhaust port width
There are 2 dimensions that you will have to reproduce but cannot directly change on this program:
1 Width of valve (width of D-slide valve)
2 Width of cavity ( the width of the cavity in the face of the D-valve )
The other changeable factors are not direct dimensions. Changes to them will cause changes in one or both of the last two dimensions.
I hope no one says "well how about the length of the valve slots" to which I would have to answer "Huh?"
For reasons of simplicity, I will limit the width of the ports to end mills that I have and because of common practice, the exhaust port will be twice as wide as the steam port to allow for the increased volume of the expanded steam (even though I
plan to use compressed air) so the exhaust port will be 1/8" wide and the steam ports will be 1/16" wide. That leaves only the width of the space between the ports to determine. I will arbitrarily start with a 1/16" bridge width. The total width of the three slots is 3/8" almost twice that amount of space inside the steam chest. That will probably work and I did not need any higher math or exotic diagram to figure it out.
If I make these changes to the Dockstader input screen, the screen will display a needed valve width of .585" and because the starting point for valve travel is set at .500", travel plus body width = 1.085" which will not fit within my steam chest.
I will have to change the eccentric.
If I grab the valve traver slider and drag it to the right left, keeping an eye on the valve width dimension, at about .165" of valve travel, the combination of travel and valve width falls to just under .600" which will fit my steam chest. If I reduce the valve travel to .150", the valve width drops to .429" and the cavity width to .251"
The default values of 80% cutoff, and .015" lead can be reduced to 95% cutoff, and .010" lead bring the valve width to .400". and additional changes to cutoff and lead show a corresponding chnge to valve width.
Changing the exhaust lap from .000 to .010 reduces the valve cavity dimension to .231"
With this information, I have the ability to tweak the valve anyway that I want and if I find the possibility to change from air to steam, all I have to do is change the D-valve. Nothing on the valve face changes.
I hope I have made sense of this. Its very late and my eyelids are banging shut so I may have left something out or misstated. I'll look at it again tomorrow and add any clarification needed.
Jerry



































![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)

































 Anyway this bit is important. LEAD is achieved by moving the eccentric and LAP is achieved by adding bits to the valve. For a D valve with outside admission that's why lap + lead = angle of advance, steam lap on the outer edge and exhaust lap on the inner edge. Lastly Lap + Lead is equal at the top and bottom. Lap can sometimes end up as a minus figure.
Anyway this bit is important. LEAD is achieved by moving the eccentric and LAP is achieved by adding bits to the valve. For a D valve with outside admission that's why lap + lead = angle of advance, steam lap on the outer edge and exhaust lap on the inner edge. Lastly Lap + Lead is equal at the top and bottom. Lap can sometimes end up as a minus figure.