Brass_Machine
Well-Known Member
- Joined
- Aug 28, 2007
- Messages
- 1,314
- Reaction score
- 7
Ralph...
Thats pretty cool. Are you going to do more to the flywheel?
Eric
Thats pretty cool. Are you going to do more to the flywheel?
Eric





Do you want to borrow my glasses?!?! :big: ;DI finished this evenings session of shop stress relief with a bit of emery shaping and a quick polish
(It's not finished yet but it won't look too far from what it does now)
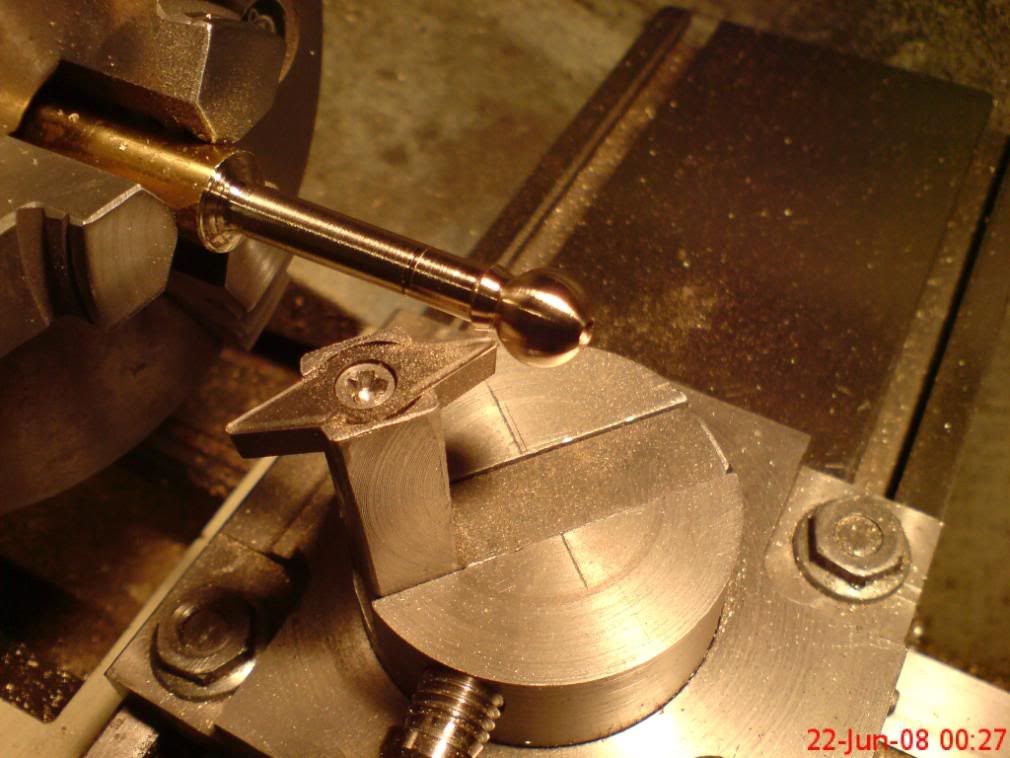
") I promise it will be all shiny and loverly when I finish it, I got some styling ideas floating around in my head ;D
I promise it will be all shiny and loverly when I finish it, I got some styling ideas floating around in my head ;DDivided He ad said:Eric, as stated Do you want to borrow my glasses?!?! :big: ;D
...








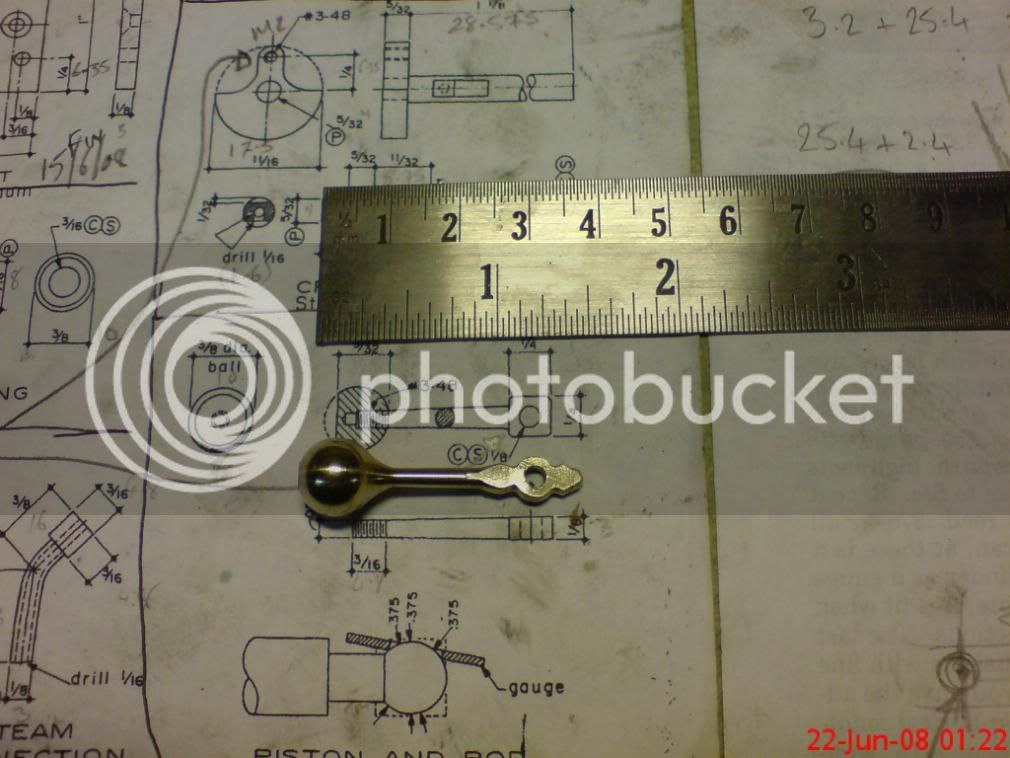
![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg) ) .......... every time you post the goal posts get moved further away .......... but I'm enjoying it, which is what counts for us all methinks. ........ apart from start and make another part : .......... 'spose I'd better get a new 4mm tap as well ??? ........... minor problem really, but annoying..... well, annoyed with myself really :wall: ..... (yes time and date are correct... I'm just insane!! )
) .......... every time you post the goal posts get moved further away .......... but I'm enjoying it, which is what counts for us all methinks. ........ apart from start and make another part : .......... 'spose I'd better get a new 4mm tap as well ??? ........... minor problem really, but annoying..... well, annoyed with myself really :wall: ..... (yes time and date are correct... I'm just insane!! ) 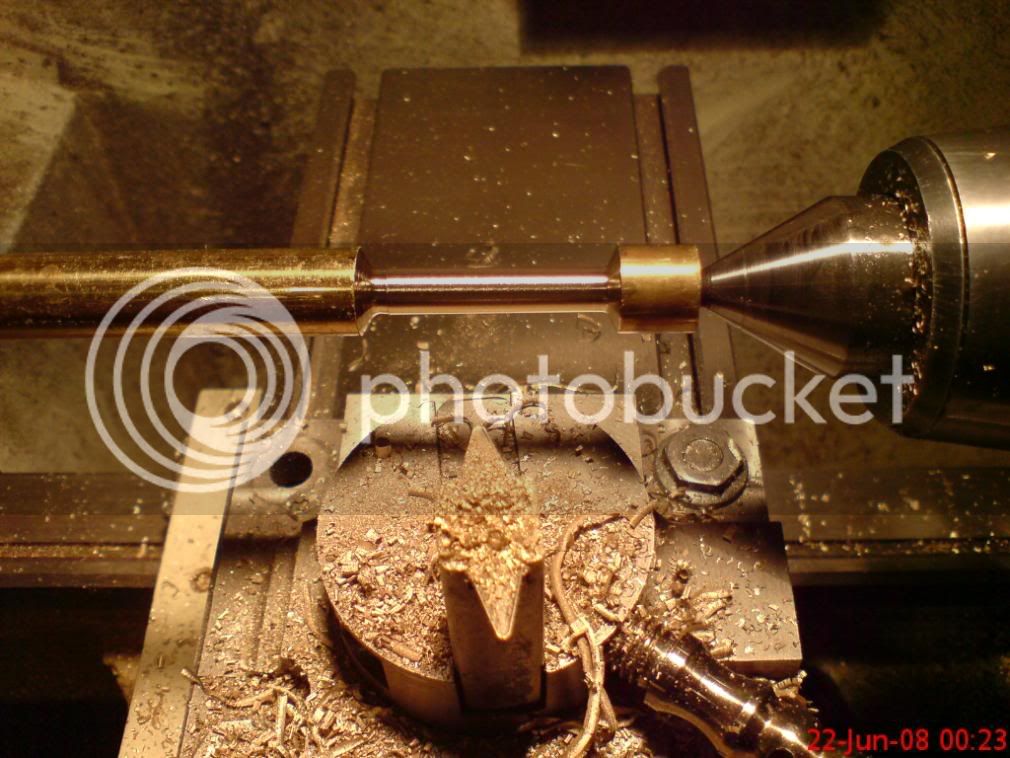


 ;D
;D This might sound a bit heath robinson but... I take the pitch from the thread dia which gives me the drill size.



































