




stragenmitsuko
Well-Known Member
- Joined
- Jan 19, 2016
- Messages
- 327
- Reaction score
- 143
Guys , I 'm call on this list's wisdom .
I need to solder or braze an aluminium AC condensor .
The person who removed it couldn't undo the nut at the condensor side , and decided
to twist it until it broke off ..... at both ends .
The tube wall thickness is 1mm ( 1/32") , and altough I consider myself a reasonable tig welder , I think this is impossible to weld .
These kind of repairs call for a capillary joint . But on aluminium that is not an easy task .
I know it's possible , I ve seen it more then once on alu AC systems .
Anyone have experiance with this .
There are fluxes out there that ought to work , but I haven't been able to find any . I'm in Europe btw .
I know about these brazing rods where you have to scratch the molten joint with a tungsten needle , but that won't work here I'm afraid .
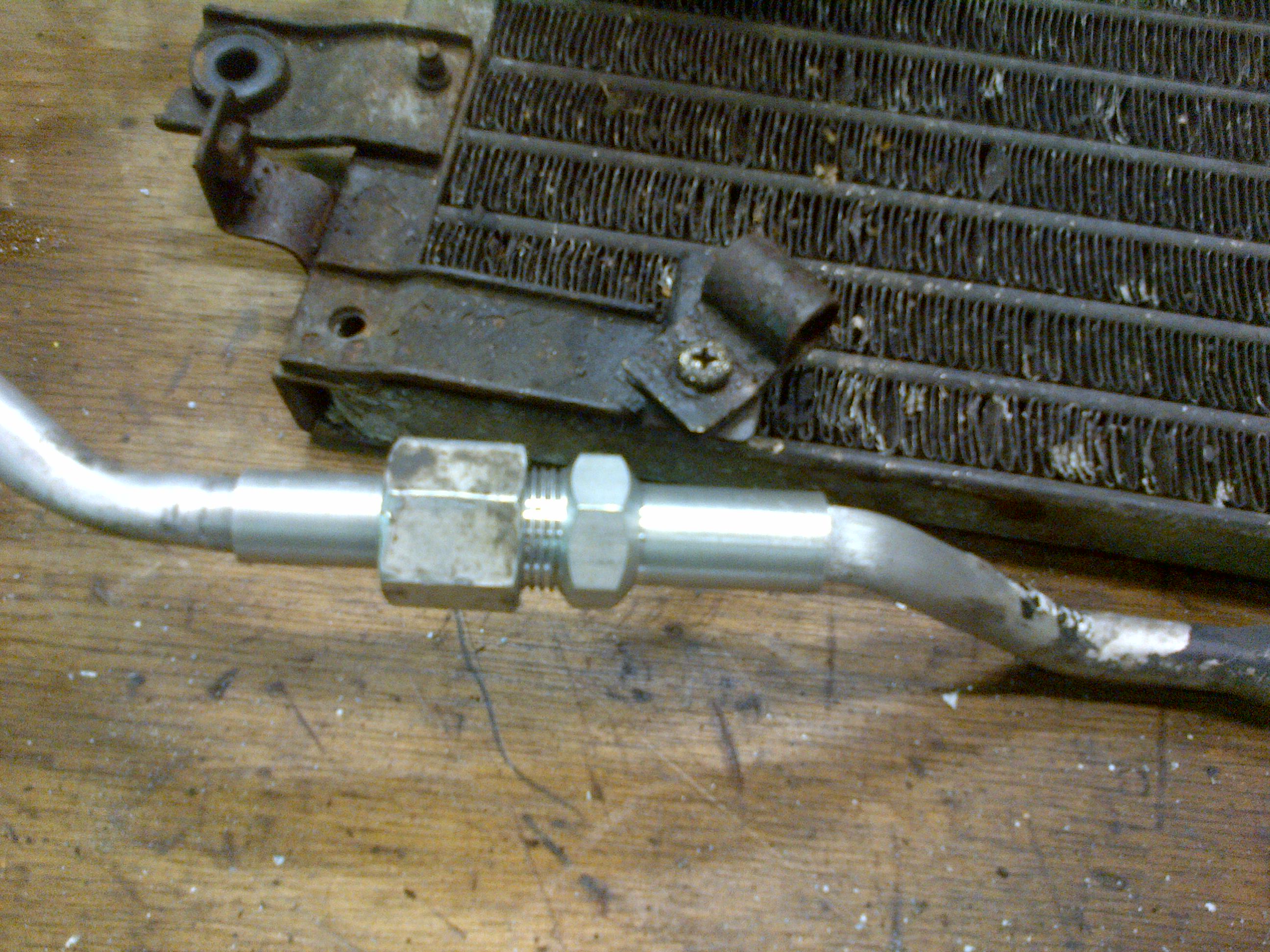
Tubing is 12mm od , with a 1mm wall , the repair is 12mm id with a wall of 2mm .
Suggestions , comments ... fire away .
Picture of the broken part , and the repair part I made .

I need to solder or braze an aluminium AC condensor .
The person who removed it couldn't undo the nut at the condensor side , and decided
to twist it until it broke off ..... at both ends .
The tube wall thickness is 1mm ( 1/32") , and altough I consider myself a reasonable tig welder , I think this is impossible to weld .
These kind of repairs call for a capillary joint . But on aluminium that is not an easy task .
I know it's possible , I ve seen it more then once on alu AC systems .
Anyone have experiance with this .
There are fluxes out there that ought to work , but I haven't been able to find any . I'm in Europe btw .
I know about these brazing rods where you have to scratch the molten joint with a tungsten needle , but that won't work here I'm afraid .
Tubing is 12mm od , with a 1mm wall , the repair is 12mm id with a wall of 2mm .
Suggestions , comments ... fire away .
Picture of the broken part , and the repair part I made .































































