- Joined
- Jul 16, 2007
- Messages
- 3,072
- Reaction score
- 1,212
Hi Steve,
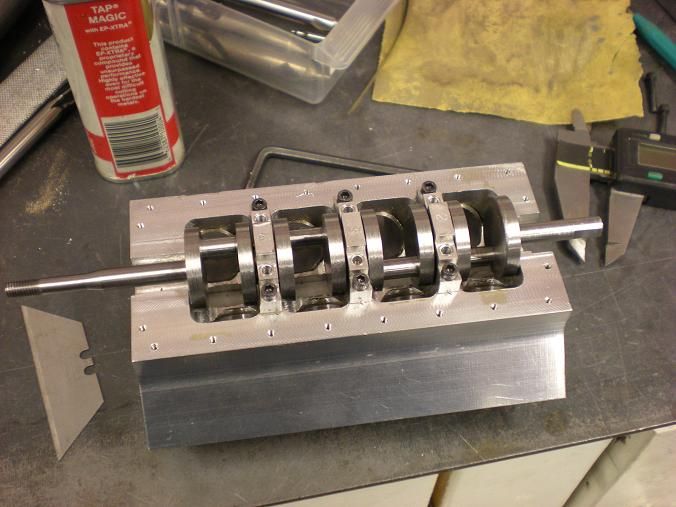
The crank looks great. If you want to cut the counterweights it's actually quite simple.
Make up a fixture plate that replicates the crankcase. The slot for the mains doesn't even need to be round. Make it so about .015 shallower than the diameter of the mains. Make the pockets deep enough for the radius of your counterweights. Drill and tap sets of holes at the webs and make small retainer straps to go across them. Now just bolt in your crank and cut the webs however you want them. I really don't think cutting stock away will affect the balance or centrifugal weight on something this small but it makes it look way cool.
George
The crank looks great. If you want to cut the counterweights it's actually quite simple.
Make up a fixture plate that replicates the crankcase. The slot for the mains doesn't even need to be round. Make it so about .015 shallower than the diameter of the mains. Make the pockets deep enough for the radius of your counterweights. Drill and tap sets of holes at the webs and make small retainer straps to go across them. Now just bolt in your crank and cut the webs however you want them. I really don't think cutting stock away will affect the balance or centrifugal weight on something this small but it makes it look way cool.
George





![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)
















































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)