
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Rudys Radial 5
- Thread starter dreeves
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
- Joined
- Jul 29, 2008
- Messages
- 560
- Reaction score
- 62
Got some new work done in between the honey do list.
I started with setting up the part in the 5c spin Index. I needed to align the cylinder hole at top dead center and flat. I made a piece to fit the bore of the Block and put it in the quill and lowered it into the bore which aligned it to the quill.
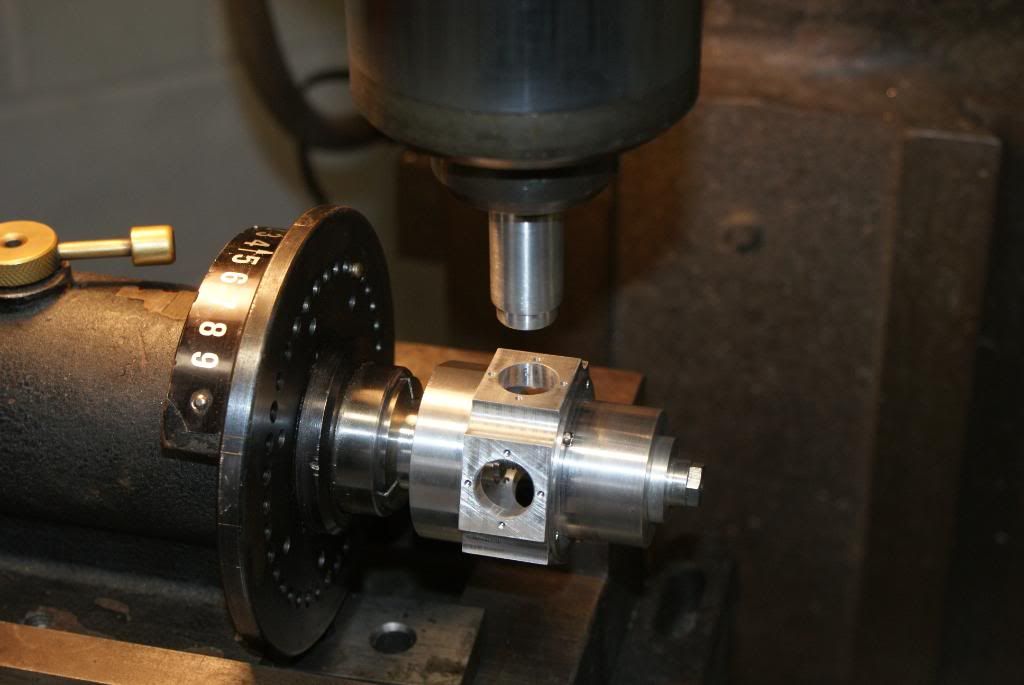
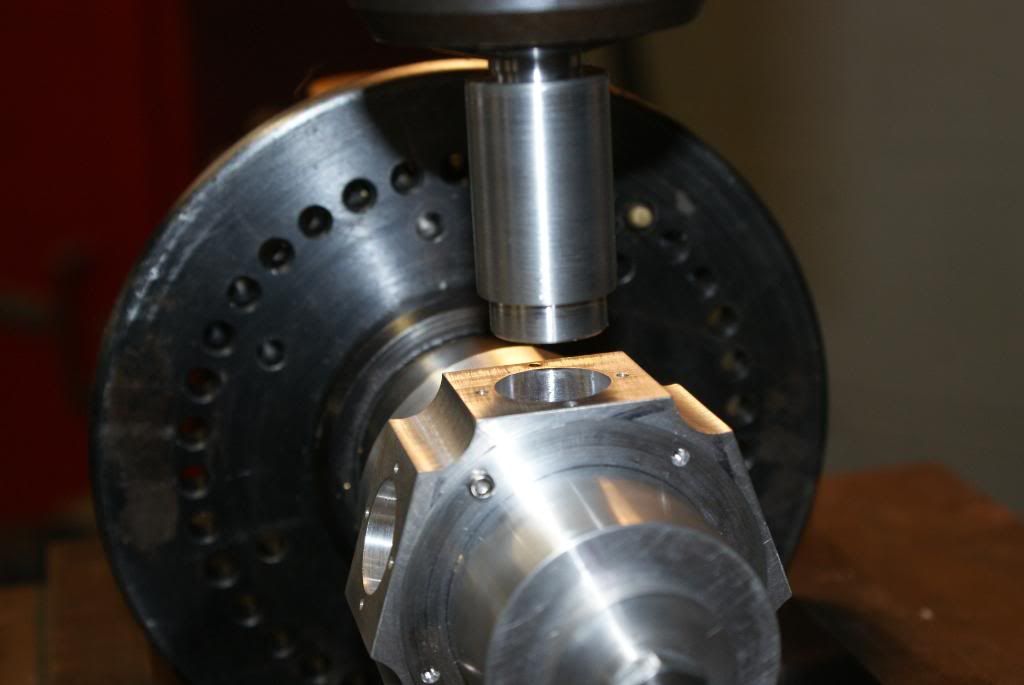
I then milled the 5 flats to hold the transfer tubes
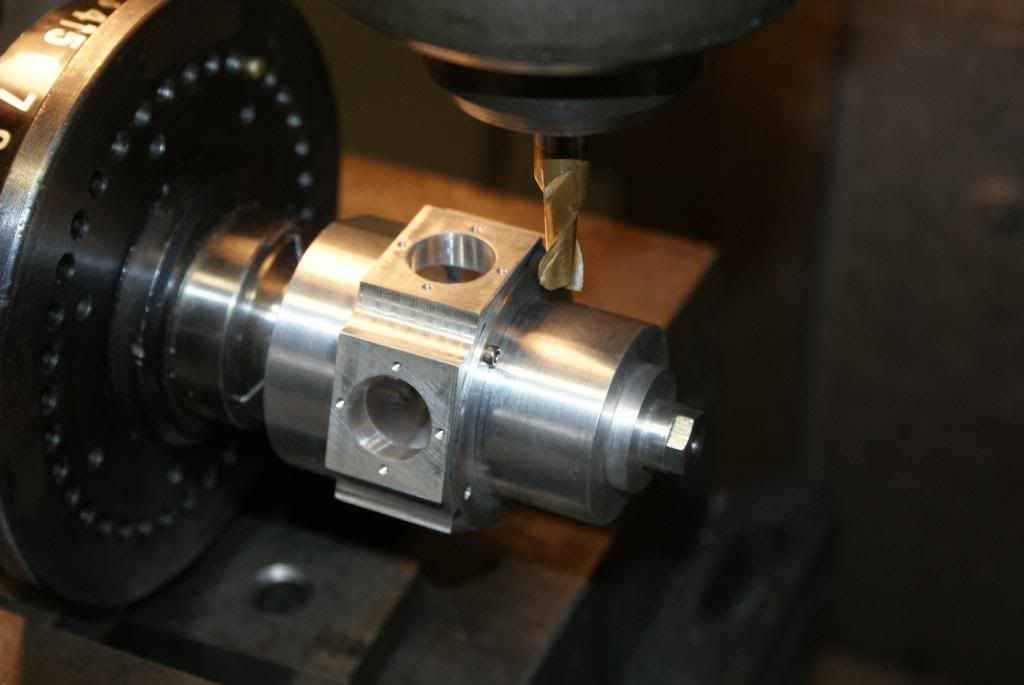
Next step is to drill the tube holes
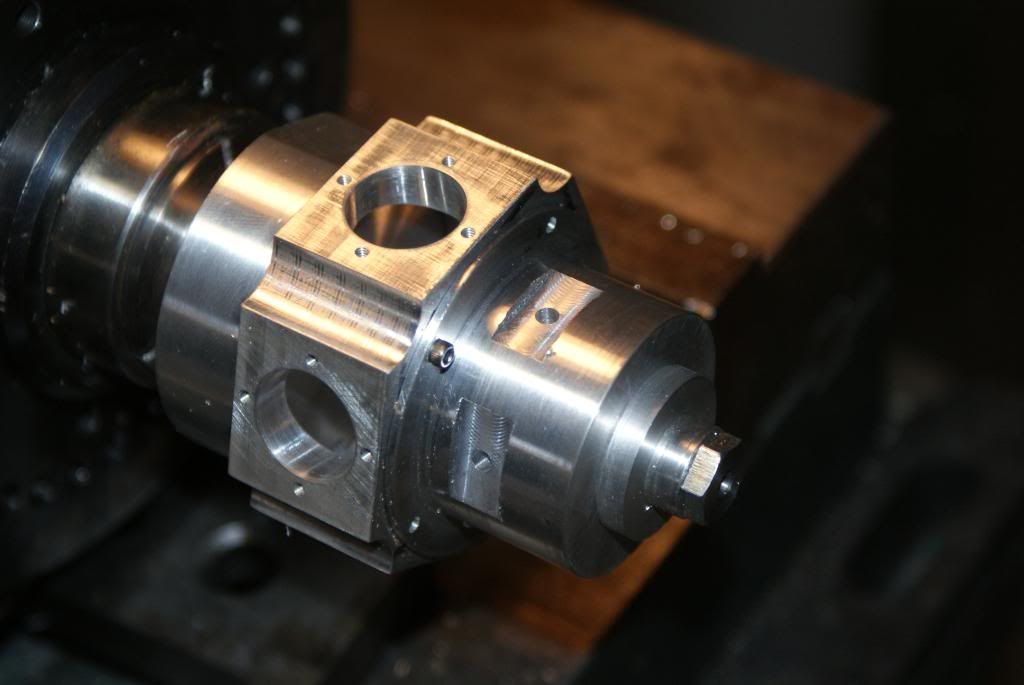
Next is to drill the 10 2-52 holes and then tap them

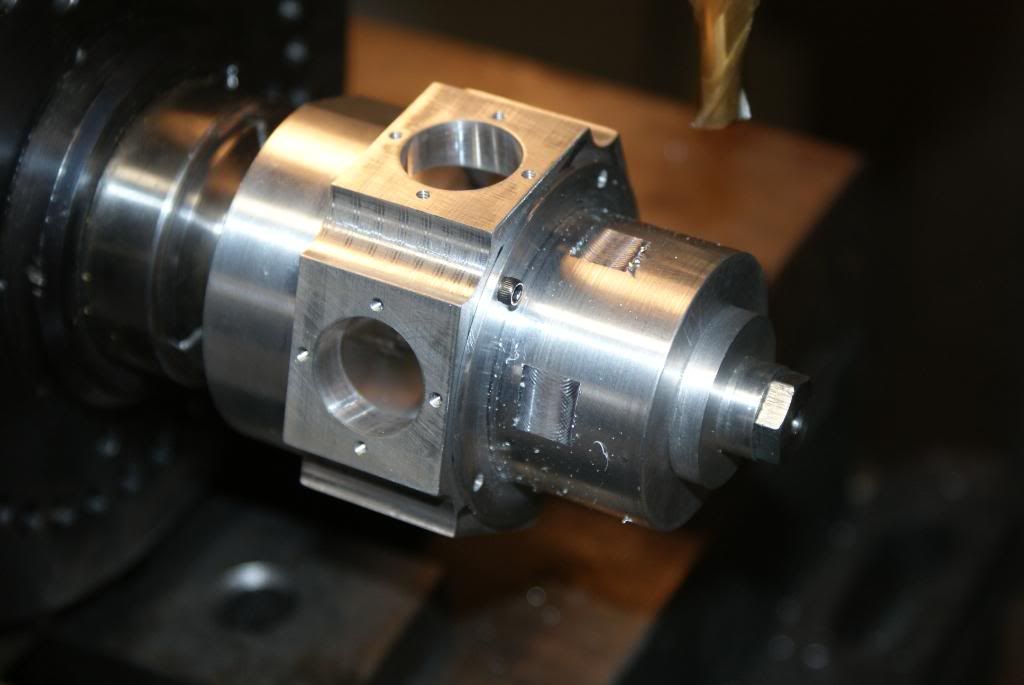
The last thing to do was to drill and tap the 10-32 hole for the air intake
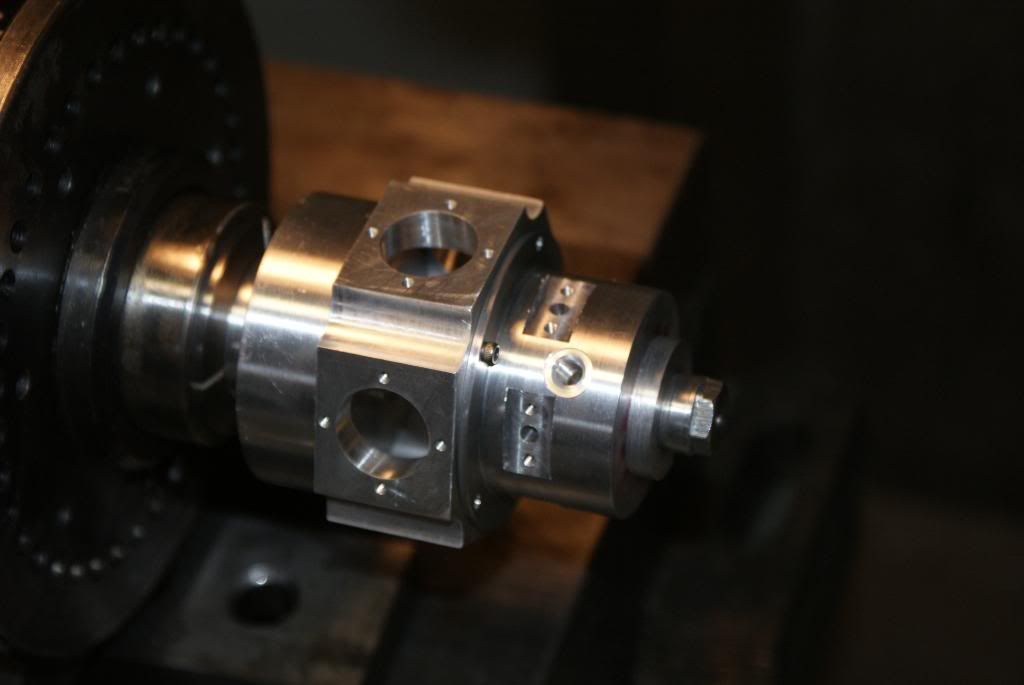
Got both valve bodys done next thing to do it the rotary valve's which area i job in them self.
I started with setting up the part in the 5c spin Index. I needed to align the cylinder hole at top dead center and flat. I made a piece to fit the bore of the Block and put it in the quill and lowered it into the bore which aligned it to the quill.
I then milled the 5 flats to hold the transfer tubes
Next step is to drill the tube holes
Next is to drill the 10 2-52 holes and then tap them
The last thing to do was to drill and tap the 10-32 hole for the air intake
Got both valve bodys done next thing to do it the rotary valve's which area i job in them self.
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
March to July...that was some honey-do list. :big:
Glad you're back at it.
Glad you're back at it.
- Joined
- Jul 29, 2008
- Messages
- 560
- Reaction score
- 62
Back at it again today. Thank god its a little bit cooler in the basement. 98 degree's outside with what feels like 100 percent humidy.
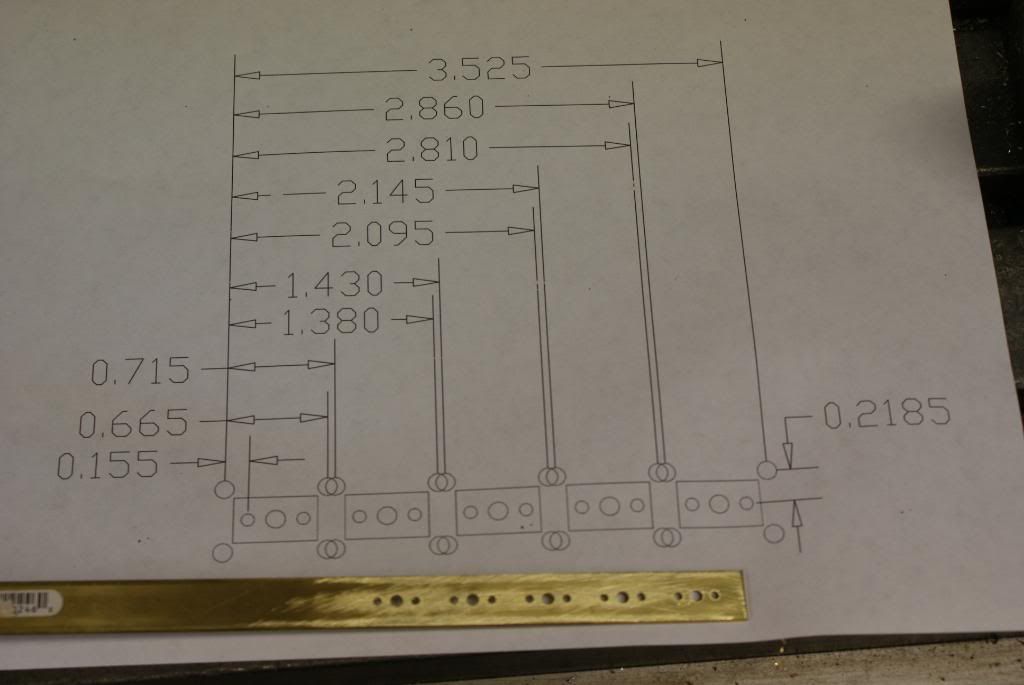
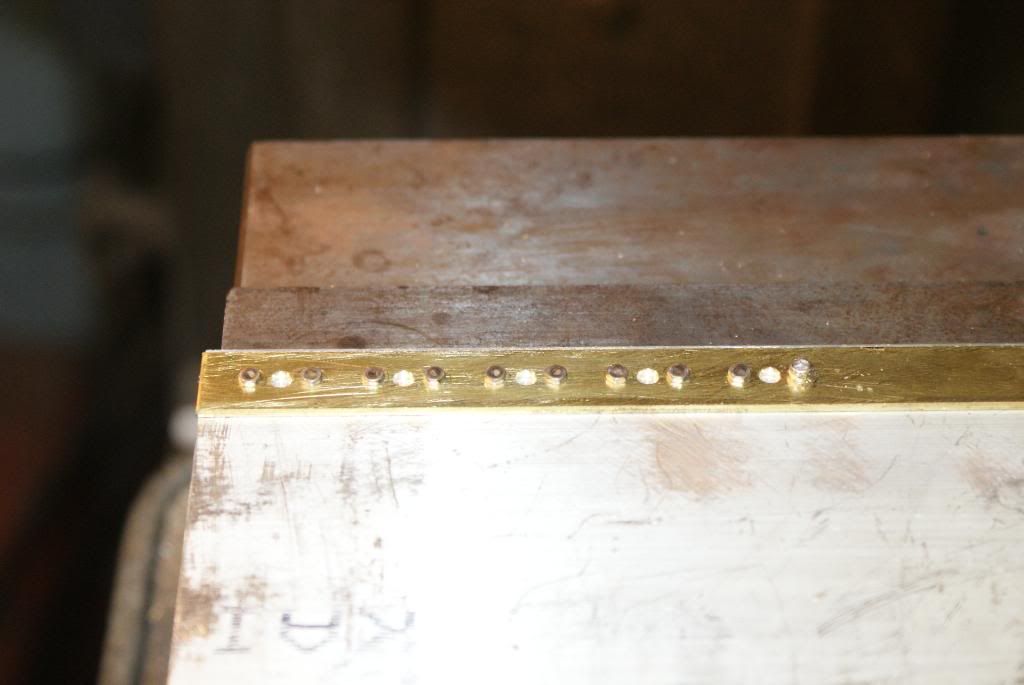
I worked on the intake tube base parts I need 10 of them so I used autocad to get the numbers I needed to make 5 at a time.
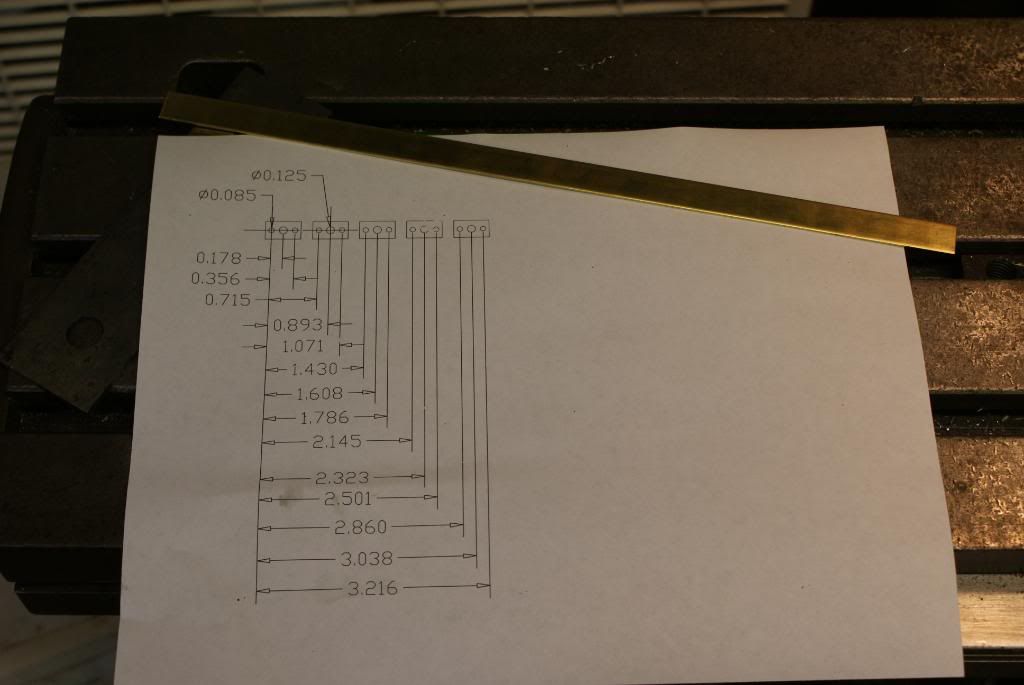
This is after the holes in 5 of the parts were done.

Now I need to make them to size. Again I used Autocad to plot where I need to be. digital Readout sure helps make things easier.
Here Is a picture of the parts cut out still on the fixture

Here is a picture of some of the parts. So many small bolts 100 plus 2-56 bolts.

I also made the crank bushings. Here is a picture of the bushings one set is already in the one nose cone the other need to be installed.

Carl I should have had breakfast the burger was not at all good :big: :big:
I worked on the intake tube base parts I need 10 of them so I used autocad to get the numbers I needed to make 5 at a time.
This is after the holes in 5 of the parts were done.
Now I need to make them to size. Again I used Autocad to plot where I need to be. digital Readout sure helps make things easier.
Here Is a picture of the parts cut out still on the fixture
Here is a picture of some of the parts. So many small bolts 100 plus 2-56 bolts.
I also made the crank bushings. Here is a picture of the bushings one set is already in the one nose cone the other need to be installed.
Carl I should have had breakfast the burger was not at all good :big: :big:




$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies





$29.95
Competition Engine Building: Advanced Engine Design and Assembly Techniques (Pro Series)
Amazon.com Services LLC











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC

$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official



$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc





$24.99
$27.99
HOZLY 5PCS/Lot ISO30 Tool Holder Clamp Flame Proof Rubber Claw CNC Machines Automatic Tool Changer
HOZLY





$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta












$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies

$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline






$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies

$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
dreeves said:Carl I should have had breakfast the burger was not at all good
That's a real bummer. It's a diner after all. I'd noticed you hadn't finished it and was thinking you were just keeping your trim shape. (I'll eat everything in front of me...if I like it.) I hope that doesn't put you off from the diner. :big:
And yeah...it has been really hot around here.
I really enjoyed seeing your engines...and I learned a few things too!
- Joined
- Jul 29, 2008
- Messages
- 560
- Reaction score
- 62
Well all is well with the finger so it was back into the shop to make some chips.
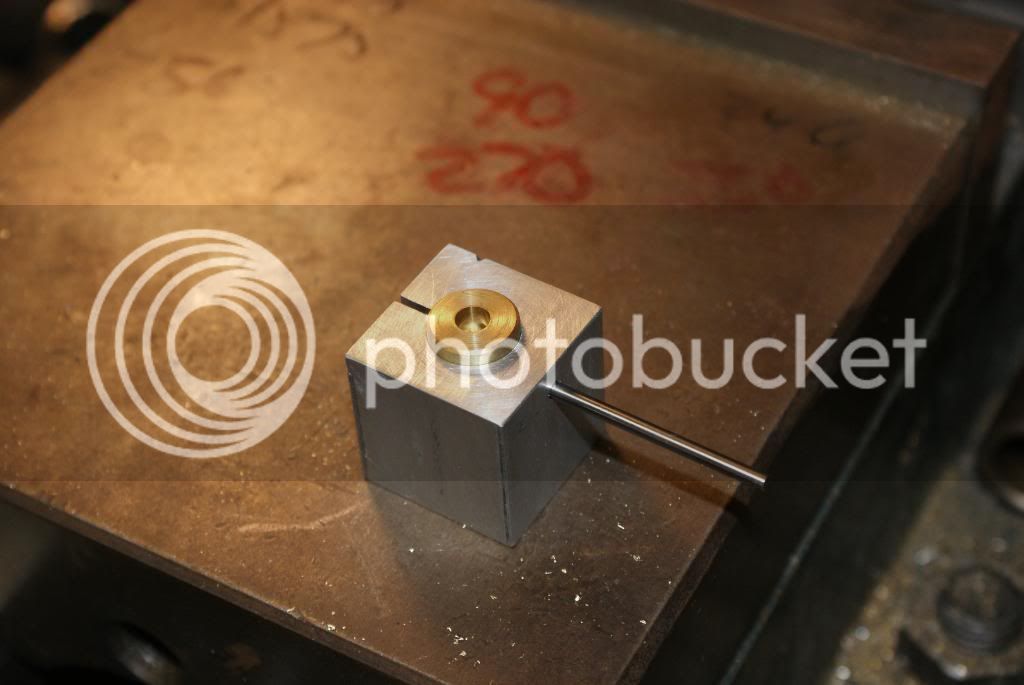
I started with a new shop tool. I needed to mount an indicator to my tail stock to be able to accurately drill to depth. On my tail stock I had a hole where white lead was put for use with dead centers. I was told by a my old shop teacher that it was the best. I drilled the hole to the tap size for the 3/8 bolt. I then made the holder from aluminum. The .500 shaft is locked into place with a barrel lock. It worked great to bore the .1875 holes .430 deep into the rear of the pistons of the Radial 5

Now for the engine parts.
I started with .500 dia brass rod in my collet. First was to face it

The next step was to bore the .1875 dia hole .430 deep. time to put the new tool to work.

The next thing was to drill the wrist pin .09375. I used my spin indexer to hold the rod. I cheated when moving the center drill into location. Instead of using the edge finer I just moved the piston over to just touch the center drill and then moved 1/2 the dia which was .0625.

I then moved back to the lathe and cut the piston close to the finished length. I will then face them to the final length. I hope to finish them this weekend by cutting the bottom into the oval shape the .430 deep hole done earlier will speed the process.

I will need to make another fixture to hold the piston for the final job. I will post more pictures as I make the parts
Here is a picture of the 10 pistons and 10 cylinders


I started with a new shop tool. I needed to mount an indicator to my tail stock to be able to accurately drill to depth. On my tail stock I had a hole where white lead was put for use with dead centers. I was told by a my old shop teacher that it was the best. I drilled the hole to the tap size for the 3/8 bolt. I then made the holder from aluminum. The .500 shaft is locked into place with a barrel lock. It worked great to bore the .1875 holes .430 deep into the rear of the pistons of the Radial 5
Now for the engine parts.
I started with .500 dia brass rod in my collet. First was to face it
The next step was to bore the .1875 dia hole .430 deep. time to put the new tool to work.
The next thing was to drill the wrist pin .09375. I used my spin indexer to hold the rod. I cheated when moving the center drill into location. Instead of using the edge finer I just moved the piston over to just touch the center drill and then moved 1/2 the dia which was .0625.
I then moved back to the lathe and cut the piston close to the finished length. I will then face them to the final length. I hope to finish them this weekend by cutting the bottom into the oval shape the .430 deep hole done earlier will speed the process.
I will need to make another fixture to hold the piston for the final job. I will post more pictures as I make the parts
Here is a picture of the 10 pistons and 10 cylinders
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Nice looking parts Dave. Quite the collection.
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
dreeves said:Let me know when your ready for the diner
Funny that. I was thinking about that today. I was thinking when I got the loco running of calling you for a diner and seeing that Upshur of yours.
No loco...no diner. :big:
After following this thread for a bit I remembered a radial aircraft engine that I saw at NAMES about 10 years ago in which the crank was stationary and attached to the aircraft frame, and the cylinders rotated (I think this type of engine was used on very early WW1 biplanes). Has anyone ever seen an air powered model of this type? I think that would be a very interesting engine to build.
Jack
Jack
- Joined
- Jul 29, 2008
- Messages
- 560
- Reaction score
- 62
Here is the link to my origional engine I built for myself.At the time I did not take photos when making this engine. When I statred the 2 engines for my friends I figured I would start a new build in progress.
http://www.homemodelenginemachinist.com/index.php?topic=3593.msg36025#msg36025
http://www.homemodelenginemachinist.com/index.php?topic=3593.msg36025#msg36025
- Joined
- Jul 29, 2008
- Messages
- 560
- Reaction score
- 62
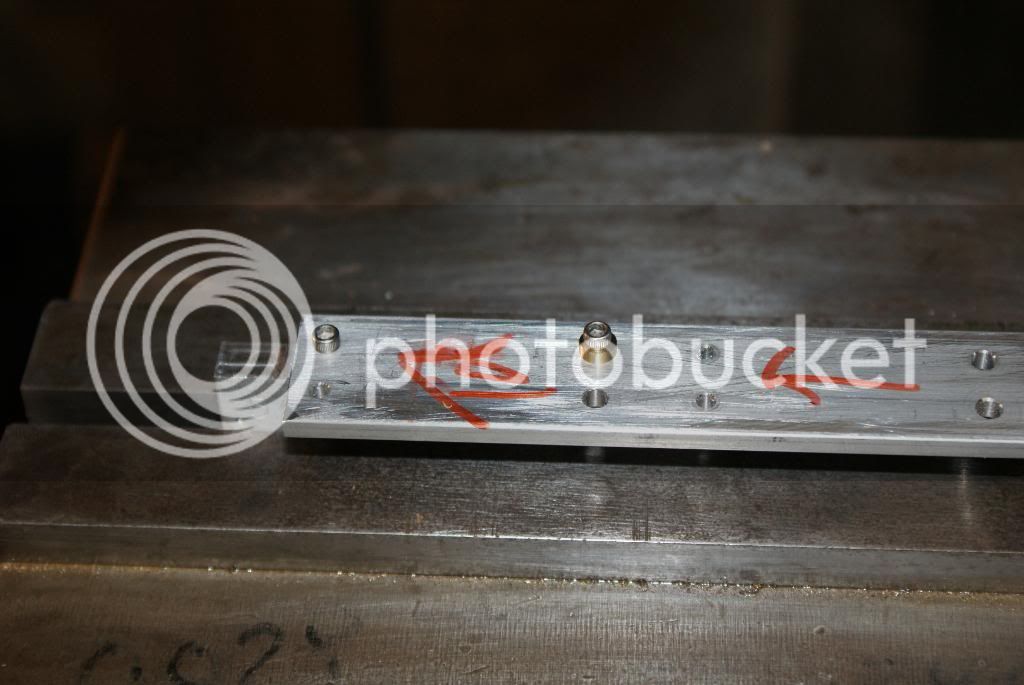
Got some work done over the long weekend. Here is the fixture to mill the relief in the piston for the rod.

I made the fixture with a split along one side to clamp the piston in the vise the pin aligns the piston to mill the relief in the right direction. The pin is removed prior to milling. The center hole was done in the lathe to speed the cutting the slot. The cutter was moved .096 then the cutter is dropped to down to cut the slot the table was then moved to the other top at depth to complete it.
Here is a picture on the first cut

Sorry I did not take a picture of the second cut.
A$ll to pistons are done so I moved on to the crank disk which holds the master rod and the slave rods.
These were made to print then I rembered that the pins were a pain to make as they are .09375 with a 2-56 thread. I did a quick check with auto cad to see if I could open then up to .125. With the part drawn as a solid in autocad I found that making the pins .125 would not cause and interference issues I went and remade them with .125 holes on top with 2-56 threads on the bottom. The pins were so much easer to make. I just drilled the .125 dia rod with a .086 clearence hole and cut to length.
Here are pictures of the finished crank disk's and pins along with one of the cranks.


I made the fixture with a split along one side to clamp the piston in the vise the pin aligns the piston to mill the relief in the right direction. The pin is removed prior to milling. The center hole was done in the lathe to speed the cutting the slot. The cutter was moved .096 then the cutter is dropped to down to cut the slot the table was then moved to the other top at depth to complete it.
Here is a picture on the first cut
Sorry I did not take a picture of the second cut.
A$ll to pistons are done so I moved on to the crank disk which holds the master rod and the slave rods.
These were made to print then I rembered that the pins were a pain to make as they are .09375 with a 2-56 thread. I did a quick check with auto cad to see if I could open then up to .125. With the part drawn as a solid in autocad I found that making the pins .125 would not cause and interference issues I went and remade them with .125 holes on top with 2-56 threads on the bottom. The pins were so much easer to make. I just drilled the .125 dia rod with a .086 clearence hole and cut to length.
Here are pictures of the finished crank disk's and pins along with one of the cranks.
- Joined
- Jul 29, 2008
- Messages
- 560
- Reaction score
- 62
This is my first radial 5 I built several years ago. I hope the 2 new ones run as good at the first
<object width="480" height="385"><param name="movie" value="http://www.youtube.com/v/lXtLwnNkob4?fs=1&hl=en_US"></param><param name="allowFullScreen" value="true"></param><param name="allowscriptaccess" value="always"></param><embed src
<object width="480" height="385"><param name="movie" value="http://www.youtube.com/v/lXtLwnNkob4?fs=1&hl=en_US"></param><param name="allowFullScreen" value="true"></param><param name="allowscriptaccess" value="always"></param><embed src
- Joined
- Jul 29, 2008
- Messages
- 560
- Reaction score
- 62
Rain Made it easy for me convince myself to get some more done on the engine.
I got the blanks made for the rods. In the chuck is the fixture to cut the rods.

The fixture holds the rods so I can do all the cutting around the outside. The matreial is .750 wide which allowed me to make two rods one on each side. I also made 3 in a row giving me 6 on the one blank and 4 on the other.
I then cut the shape with a .125 mill cutter.


This is what it looks like after I done on the mill. All that is needed is to round the ends.

Here are the first 5 done with the crank disk

Here is a picture of the complete set of parts in the cankcase


Thanks for looking thats all I got till I get some more time in the shop.
I got the blanks made for the rods. In the chuck is the fixture to cut the rods.
The fixture holds the rods so I can do all the cutting around the outside. The matreial is .750 wide which allowed me to make two rods one on each side. I also made 3 in a row giving me 6 on the one blank and 4 on the other.
I then cut the shape with a .125 mill cutter.
This is what it looks like after I done on the mill. All that is needed is to round the ends.
Here are the first 5 done with the crank disk
Here is a picture of the complete set of parts in the cankcase
Thanks for looking thats all I got till I get some more time in the shop.
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Looking good Dave.
Is there a reason why the end of one of those rods is different from the others?
Is there a reason why the end of one of those rods is different from the others?
Similar threads
- Replies
- 11
- Views
- 775
- Replies
- 57
- Views
- 14K
- Replies
- 19
- Views
- 3K