




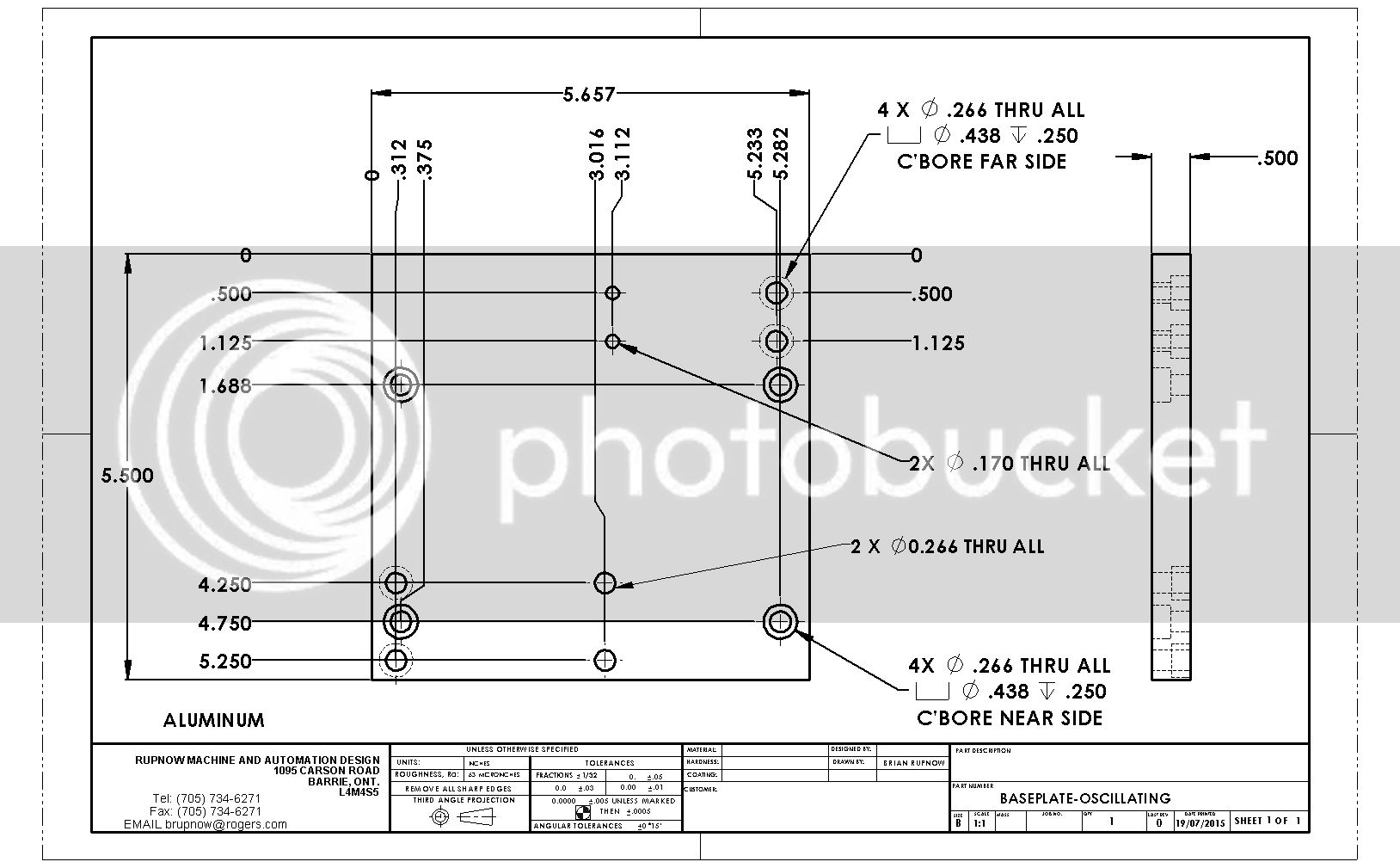
Now, where the heck was I when the lights went out two months ago---I have a big tin can full of parts, and I'm certain that I would be much happier if they were all bolted to something to kind of make sense. I will now try and get some fun out of my new mill, and whittle out a baseplate.---Brian







































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)

















