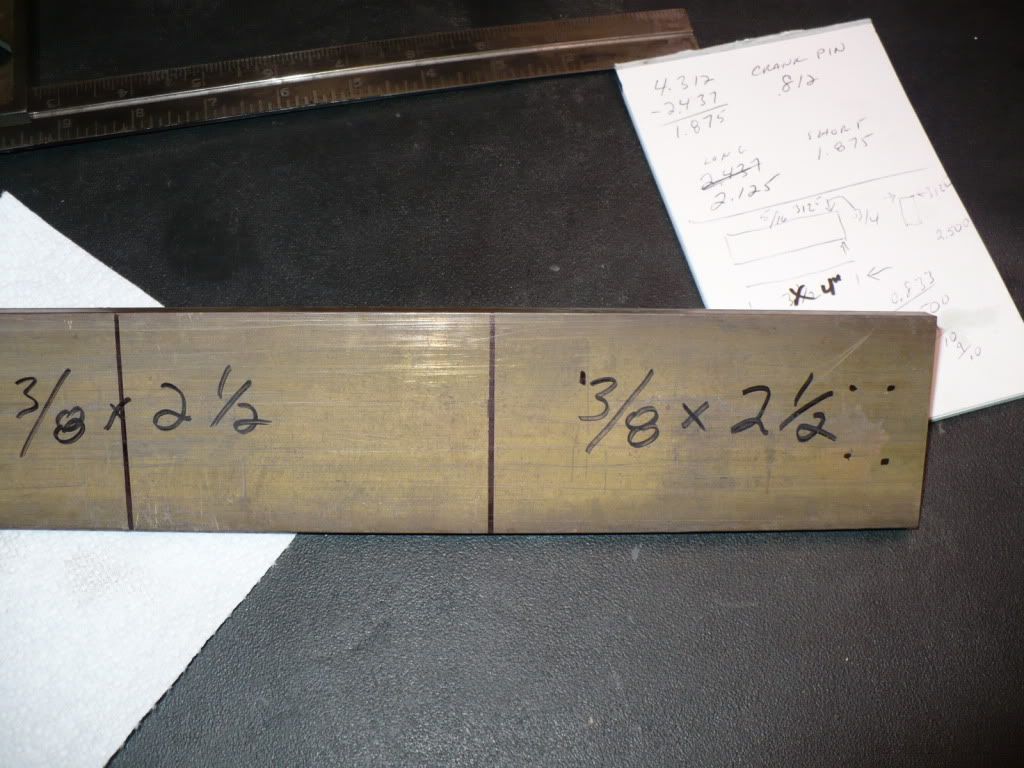
55) The next steps in making the piston rods required the use of a simple fixture. After milling a scrap piece of aluminum flat, two holes were drilled and tapped for tight fitting hold down bolts. The table was shifted over and a second set of holes were drilled and tapped. On this set the hold down bolt hole for the piston rods large end (crankshaft end) was shifted over to produce the specified taper on both sides of the piston rod.

56) After I laid out the area that would be milled out, the end mill was lowered (away from the work) using a dial indicator mounted on the quill of the mill to the correct depth. This will give me the correct thickness when both sides are milled, centered on the blank. The first side of the first work piece was milled up to the guide lines, and the hand wheel was zeroed out. To mill up to the line on the other side of the milled out area, the hand wheel was turned in reverse and the number on the hand wheel written down with out disturbing it. Since I scribed all the sides on all the work pieces the counting of hand wheel turns was not necessary. All I had to do was watch the calibration on the hand wheel when approaching the guide lines.

57) My mill is out of tram with the column leaning left since the day I brought it home. With out the knowledge or ability to correct it I need to sand pieces more than I care to, that are milled along the Y-axis. Most of the milling I do is along the X-axis that doesn't present much of a problem. I started to sand one of the piece's and it doesn't look too bad. Sanding up into the corners is going to be the harder part.

58) To produce the taper on the rods I mounted the work piece in the second set of offset holes, (only one hole was offset). I made the taper with one cut staying short of my stop points and finished up with a light cut. I zeroed out both hand wheel calibration collars and wrote down the final number on the reverse cranked x-axis, the same procedure I used in picture #56. After the final cut I backed of both hand wheels .010" in preparation for the next side or piece, and raised the quill since the first rough cut would be started with a plunge cut. After the first piece was milled the process became routine and easy, creating identical pieces.
59) I made an extra piston rod. So far I haven't lost one to a silly mistake. If I had made only the 5 pieces needed... well you know how that would have ended up :big:!
60) The next step was to turn a radius on the big end of the piston rods. I liked the basic square look of the rods but after turning one up I decide that all of them would get the same treatment. The plans also call for the small end to be "spherical", but my attempt at that detail was stopped short since I didn't care for the way it looked.

61) I went back to my fixture and gave the small ends of the rods a radius. I used thread-locker and snugged up the hold down bolt till I could barley rotate the work piece. The rod was set up in the same offset position were the tapered cut terminated. I only cut half the radius and flipped over the piece to make the second cut meet the first one on the end. I felt this was safer (cutting out of a corner) and would give a better result than going all the way around and finishing up into a corner were the piece usually grabs. It went real well and all the pieces were completed successfully and with confidence. To finish up the radius all the way around the small end, I raised the end mill to the same reading (depth) on my dial indicator that was used to mill out the web between the large and small end of the rods. All went well, and it was nice to get a handle on a repeatable way of milling the details on all six piston rods.
")

62) The final machining step was to create a .010" boss on both sides of the big end so that the entire face would not be rubbing up against the crank shaft webs. I made a simple fixture using the same hold down bolt used for the milling steps. After the first side was cut to the proper width and depth I locked the carriage and zeroed out the cross slide calibrated hand wheel. I backed out the top slide with cutter far enough to clear the next side to be cut, flipped the piece over and cut till I reached the zero mark on the calibrated collar. It went so fast and smooth I wished for more pieces to cut.
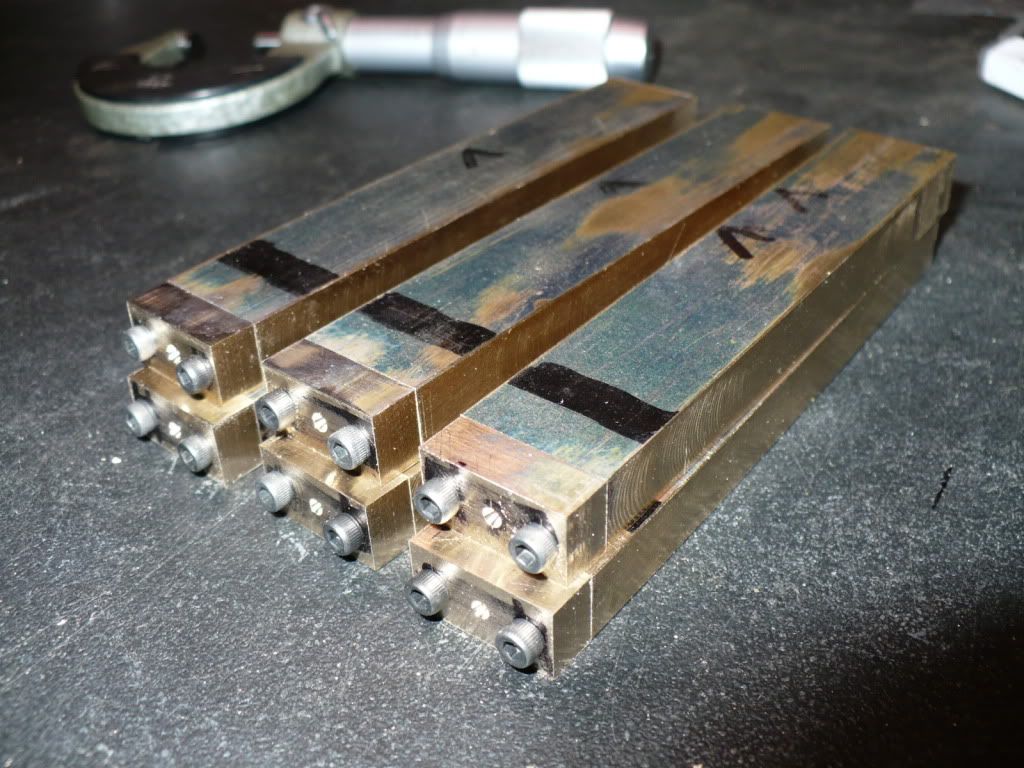
63) Below is a group photo of the semi-finished piston rods. The final step will be sanding them till they reach a presentable appearance. As much as I dread hand sanding, finishing up these rods will be a pleasure.
I'm so pleased with today's outcome that I'm giving myself the rest of the day off! :bow:
-MB















![[The Haynes GM, Ford, Chrysler Engine Performance Manual: The Haynes Manual for Understanding, Planning and Building High-Performance Engines (Haynes Techbook)] [Author: Haynes, Max] [August, 2008]](https://m.media-amazon.com/images/I/51x6eyiUHhL._SL500_.jpg)







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)


























![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)














![TurboCAD 2020 Designer [PC Download]](https://m.media-amazon.com/images/I/51UKfAHH1LL._SL500_.jpg)