- Joined
- Feb 17, 2008
- Messages
- 2,330
- Reaction score
- 445
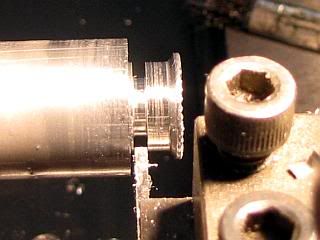
While the 1 inch aluminum stock was in the lathe for the front bearing, I also turned the blank for the rear cover. So, they were sort of made at the same time, jumping back and forth between them since many of the operations were similar.
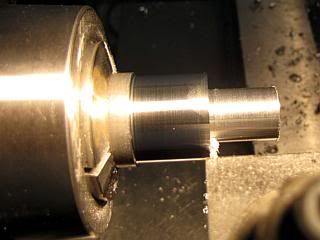
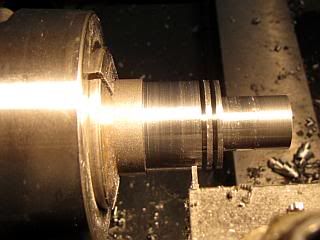
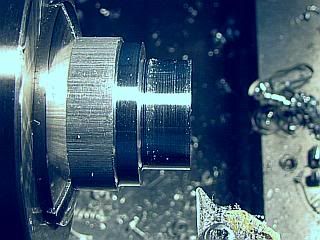
Started the rear cover by turning the two outside diameters and cleaning up the radius left by the tool using a parting tool so the cover would fit all the way into the crankcase.
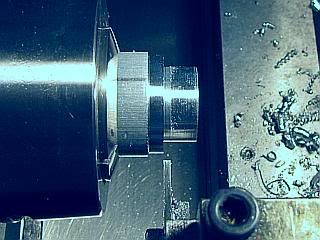
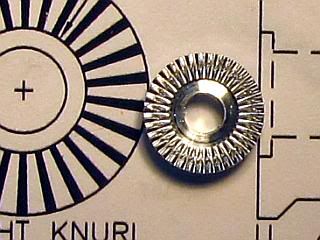
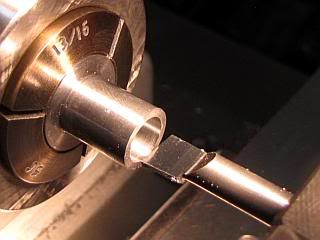
After cutoff, leaving a bit to cleanup, the part was reversed in the lathe and the flange faced to thickness and the recess in the rear was bored. Then over to the mill where the six mounting holes were put in with the same setup used for the front bearing housing, and using the same method of using a 1/16 end mill and coordinate drilling for location.

 d
d
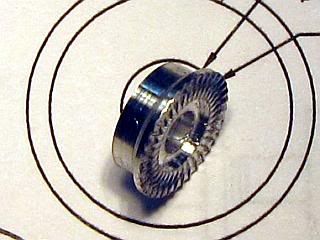
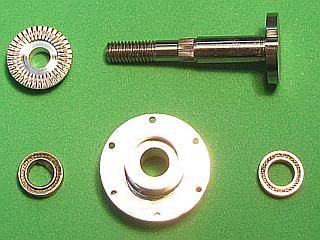
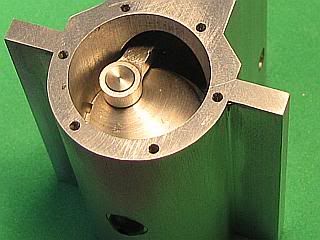
A little clean up and the rear cover is finished.

Gail in NM
Started the rear cover by turning the two outside diameters and cleaning up the radius left by the tool using a parting tool so the cover would fit all the way into the crankcase.
After cutoff, leaving a bit to cleanup, the part was reversed in the lathe and the flange faced to thickness and the recess in the rear was bored. Then over to the mill where the six mounting holes were put in with the same setup used for the front bearing housing, and using the same method of using a 1/16 end mill and coordinate drilling for location.
A little clean up and the rear cover is finished.
Gail in NM





















![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)











![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)