mklotz
Well-Known Member
It's called the "Curie temperature" if you want to research it further.





")





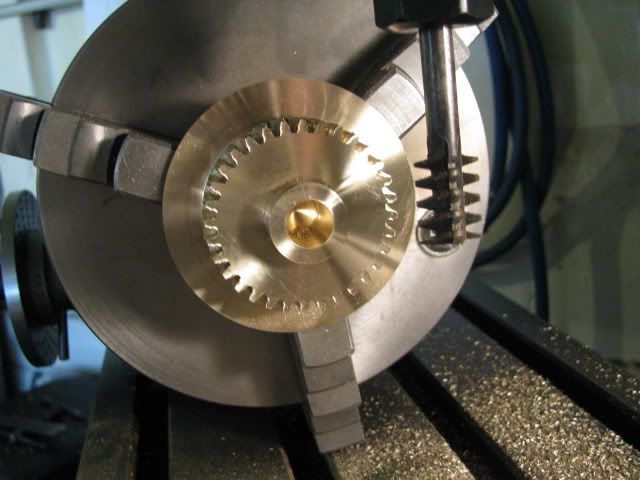
Deanofid said:That pinion looks like it came out well, Bob. Same amount of teeth and spaces. Always a good sign, eh?
Dean








RichD said:Bob,
Lots of calcs in making gears. I've saved your PDF file for future reference. Good hard to find info.
Looks like your hob worked out great. Congratulations, and thanks for the great writeup and pics.
Rich
Did you end up with any nicks or undercutting?
Also how did you align the tool to the work? By tooth on center...or gap on center?


arnoldb said:Я не думаю, любой из моих тетушек есть яички ;D










































