
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Hit me - Miss me?
- Thread starter Maryak
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Gavin,
Thanks for your input. :bow:
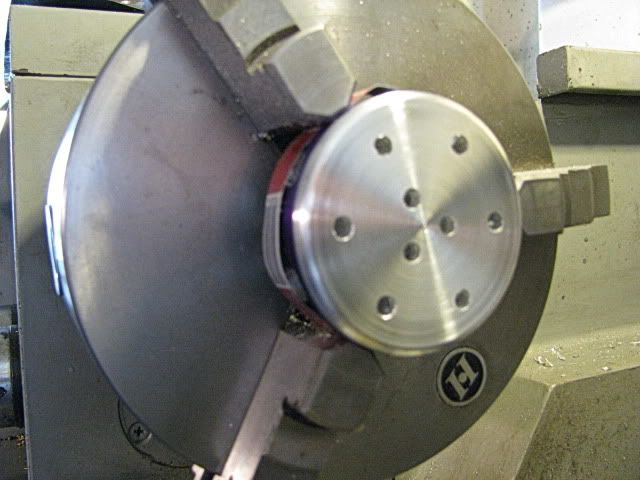
Today saw the underside of the head completed.
Drilling for the head bolts and cooling water passages.

Drilling the intake and exhaust passages.
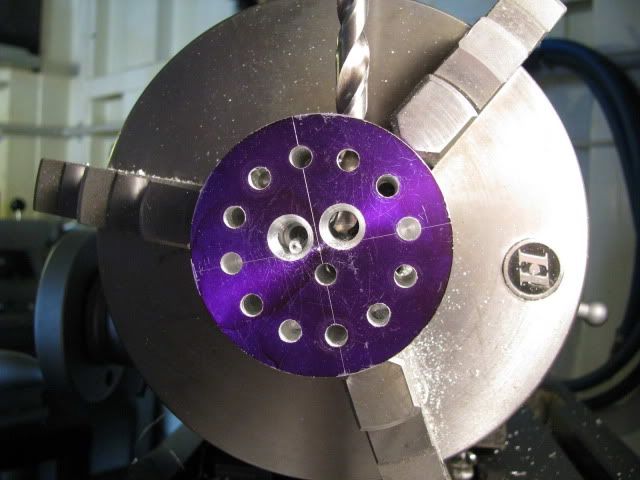
Machined to thickness and the rim radius.
Some time ago a friend of mine who is a vintage car and motorbike collector/restorer gave me a 6V coil. Last week I asked him did he have a spare condenser.
This is the result.

Now all I have to do is build an engine to drive the magneto.

Have a great weekend
Best Regards
Bob
Thanks for your input. :bow:
Today saw the underside of the head completed.
Drilling for the head bolts and cooling water passages.
Drilling the intake and exhaust passages.
Machined to thickness and the rim radius.
Some time ago a friend of mine who is a vintage car and motorbike collector/restorer gave me a 6V coil. Last week I asked him did he have a spare condenser.
This is the result.
Now all I have to do is build an engine to drive the magneto.
Have a great weekend
Best Regards
Bob
Bob
The exhaust & intake runners that you are drilling in from the side appear to go through a couple of your previously drilled vertical holes, is that an optical illusion on the photos or are they plugged in some way after the drilling?
Rgds - Gavin
The exhaust & intake runners that you are drilling in from the side appear to go through a couple of your previously drilled vertical holes, is that an optical illusion on the photos or are they plugged in some way after the drilling?
Rgds - Gavin
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Dave,
Thanks for your continued support. :bow:
Gavin,
They what you get when you don't pay attention.
They are water cooling passages drilled in the wrong place. They will be blocked by not drilling the matching holes through the water tank and not putting holes in the head gasket. As you can see they don't come right through. So only those who read this will know of the mistake. :") I sure as hell don't intend to start again when it's a recoverable error.
I sure as hell don't intend to start again when it's a recoverable error.
Thanks too for your continued support. :bow:
Best Regards
Bob
Thanks for your continued support. :bow:
Gavin,
They what you get when you don't pay attention.
I sure as hell don't intend to start again when it's a recoverable error.Thanks too for your continued support. :bow:
Best Regards
Bob
The head finished off nicely, Bob. I'd put a big blue arrow pointing to the spark plug hole. That's just me,
'cause I know I'd tap the wrong one if I didn't!
Mum's the word about the extra holes in the ports, then.. Got it! ; )
Thanks for the update.
Dean
'cause I know I'd tap the wrong one if I didn't!
Mum's the word about the extra holes in the ports, then.. Got it! ; )
Thanks for the update.
Dean








$24.99
$34.99
Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle | 42PC Wood Sander Set | 2" Hook & Loop Sanding Disc Sandpaper Assortment | 1/4" Mandrel Bowl Sander for Woodturning | Wood Lathe Tools
Peachtree Woodworking Supply Inc










$12.56
$39.95
Complete Plans for Building Horse Barns Big and Small(3rd Edition)
ThriftBooks-Atlanta



$519.19
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official








$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies












$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline







$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies


$94.99
$109.99
AHS Woodmaster 4400 Maintenance Kit for Outdoor Wood Boiler Treatment
Alternative Heating & Supplies
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Dean,
Thanks for your continued support. :bow:
Not a lot to show again.
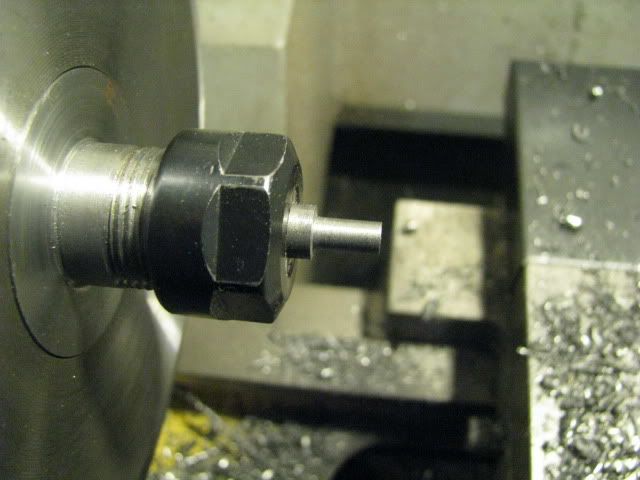
I hacked up a cast iron offcut from the cylinder to provide 2 pieces for the valve guides.
Here is a picture of 1 piece machined to the guide major diameter - 5/16"

As accuracy is a necessity with the guides, my next job is to make a collet holder for the lathe. Having hunted around and found a suitable piece of steel I will start a thread on making this item.
Best Regards
Bob
Thanks for your continued support. :bow:
Not a lot to show again.
I hacked up a cast iron offcut from the cylinder to provide 2 pieces for the valve guides.
Here is a picture of 1 piece machined to the guide major diameter - 5/16"
As accuracy is a necessity with the guides, my next job is to make a collet holder for the lathe. Having hunted around and found a suitable piece of steel I will start a thread on making this item.
Best Regards
Bob
Philjoe5
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,727
- Reaction score
- 321
Thanks for the update Bob. As they say "dead men tells no tales" :big:
You know someday, 1,000 years from now, somebody's gonna dig up one of our engine models from the primal ooze, take it apart and wonder what the heck that hole/groove/blind threaded port that we've hidden so well is for?
Cheers,
Phil
You know someday, 1,000 years from now, somebody's gonna dig up one of our engine models from the primal ooze, take it apart and wonder what the heck that hole/groove/blind threaded port that we've hidden so well is for?
Cheers,
Phil
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Gavin,
Thanks again for hanging in there. :bow:
Phil,
Thanks for your continued support. :bow:
Yes and after a masters thesis on it, they may and I stress, just may, decide it was a mistake.
Best Regards
Bob
Thanks again for hanging in there. :bow:
Philjoe5 said:Thanks for the update Bob. As they say "dead men tells no tales" :big:
You know someday, 1,000 years from now, somebody's gonna dig up one of our engine models from the primal ooze, take it apart and wonder what the heck that hole/groove/blind threaded port that we've hidden so well is for?
Cheers,
Phil
Phil,
Thanks for your continued support. :bow:
Yes and after a masters thesis on it, they may and I stress, just may, decide it was a mistake.
Best Regards
Bob
- Joined
- Dec 2, 2008
- Messages
- 971
- Reaction score
- 9
Philjoe5 said:You know someday, 1,000 years from now, somebody's gonna dig up one of our engine models from the primal ooze, take it apart and wonder what the heck that hole/groove/blind threaded port that we've hidden so well is for?
If it takes 2000 years, they may put it in a shrine.
Maryak said:As accuracy is a necessity with the guides, my next job is to make a collet holder for the lathe. Having hunted around and found a suitable piece of steel I will start a thread on making this item.
That will be worth watching for sure. I'm beginning to appreciate the art of toolmaking and I'm looking forward to this one.
Jerry
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
Looking forward to the lathe collet holder thread.
I just took a quick scan (every two pages) of your thread...looks like a lot of parts!
Any chance of a "here's where we're at" pic?
I just took a quick scan (every two pages) of your thread...looks like a lot of parts!
Any chance of a "here's where we're at" pic?
Bob, I'll be watching the collet chuck build as well. I have some ER type collets as well but they use an MT3 shank with draw bar. Got them from CDCO here in the States. I already have the nut so I just need to make the chuck for the headstock spindle so I can do away with the draw bar
So many roun toits! So little time! ;D ;D
Ron
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
ozzie46 said:Bob, I'll be watching the collet chuck build as well. I have some ER type collets as well but they use an MT3 shank with draw bar. Got them from CDCO here in the States. I already have the nut so I just need to make the chuck for the headstock spindle so I can do away with the draw bar
Ron
Ron,
I am in the exact same position and the valves and valve guides have given me the necessary push to mount the collets in the lathe as well as on the mill
Best Regards
Bob
I'll bet you like having a 'through' chuck for those collets, Bob. You may remember, after you bought
your collet set from the Hong Kong outfit, I bought some directly afterward. Made a chuck/closer for
them to fit the Atlas spindle a few months back, and man, they're handy!
Dean
your collet set from the Hong Kong outfit, I bought some directly afterward. Made a chuck/closer for
them to fit the Atlas spindle a few months back, and man, they're handy!
Dean
Maryak
Well-Known Member
- Joined
- Sep 12, 2008
- Messages
- 4,990
- Reaction score
- 77
Hi Guys,
Finally made a couple of parts for the engine - The Valve Guides and I just have to say the collet chuck for the lathe worked a treat.
Holding the valve guide prior to drilling
Reaming the valve guide

Two completed valve guides ready for pressing into the cylinder head.

Best Regards
Bob
Finally made a couple of parts for the engine - The Valve Guides and I just have to say the collet chuck for the lathe worked a treat.
Holding the valve guide prior to drilling
Reaming the valve guide
Two completed valve guides ready for pressing into the cylinder head.
Best Regards
Bob
Similar threads
- Replies
- 6
- Views
- 3K