Brian, if you have done O/A welding, you will have no problem with TIG welding. And I was going to suggest taking a look at an import. I have used the Everlast brand with good results; in fact, just upgraded from my DC-only Everlast 3-in-1 (TIG, Stick, Plasma cutter) to an AC/DC Everlast 3-in-1. The bells and whistles are fantastic, especially pulse control. Not what I would recommend for a professional, but for a hobbyist, it is a great machine.
The biggest challenge you will have with using TIG on those flywheels is getting into the tight corners. You may find it helpful to watch some of Welding Tips and Tricks videos on You Tube - no affiliation, but I find them enormously helpful. Based on those videos, I think I can already tell you what Jody would recommend - a gas lens cup that lets you extend the electrode way further out than an ordinary cup.
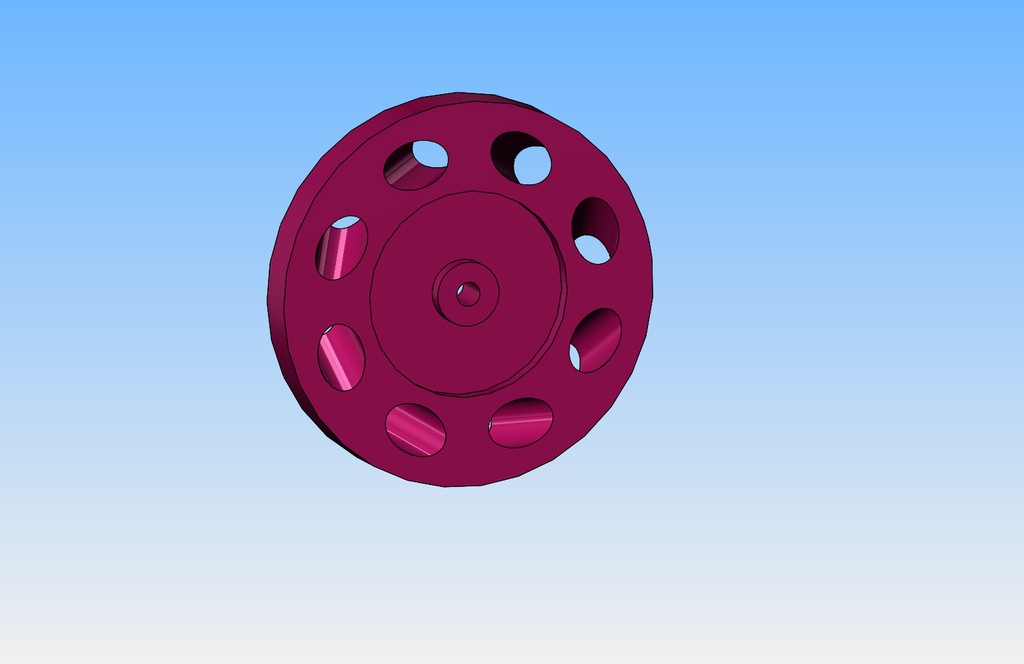
In terms of machining the flywheel as drawn in the OP, I was also thinking along the lines that others have suggested. To me, this doesn't look that hard to accomplish with manual machines, depending on the capabilities of the machine. Unless I'm seeing it wrong, these are straight-through holes, just cut at an angle. If that is right, there are at least two ways to skin this cat. I have a dividing head that can tilt, so one solution would be to set it to the right angle, use an endmill to cut a flat, then drill through, then index to the next location, then repeat. But probably better in terms of rigidity would be to use a rotary table mounted flat (horizontally) on the table, with some sacrificial material under the flywheel, and tilt the head of the mill rather than the dividing head. I think even the smaller import machines can tilt (rotate) the head, at least in one axis? I have a Bridgeport as my main mill, so tilting AND nodding are both available - hardly ever used, but invaluable when you need it.