Barry, I made 24DP gears for my engine. The pitch diameter of a gear is to about the radial center of the gear tooth and is calculated by multiplying DP times the number of teeth. So a 26 tooth gear of 24DP is 26/24 = 1.083" pitch diameter. The overall diameter of the gear blank is calculated by adding 2 to the number of teeth and divide by the DP. The minor diameter is calculated by subtraction 2 from the number of teeth and dividing by the DP, then subtract another .006" to .010" for clearance.
To calculate the size of gears you need, take the distance between the shaft centers, divide by 3 and multiply the result by 2 to get the pitch diameter of the smaller gear. The larger gear is simply double the pitch diameter of the smaller gear.
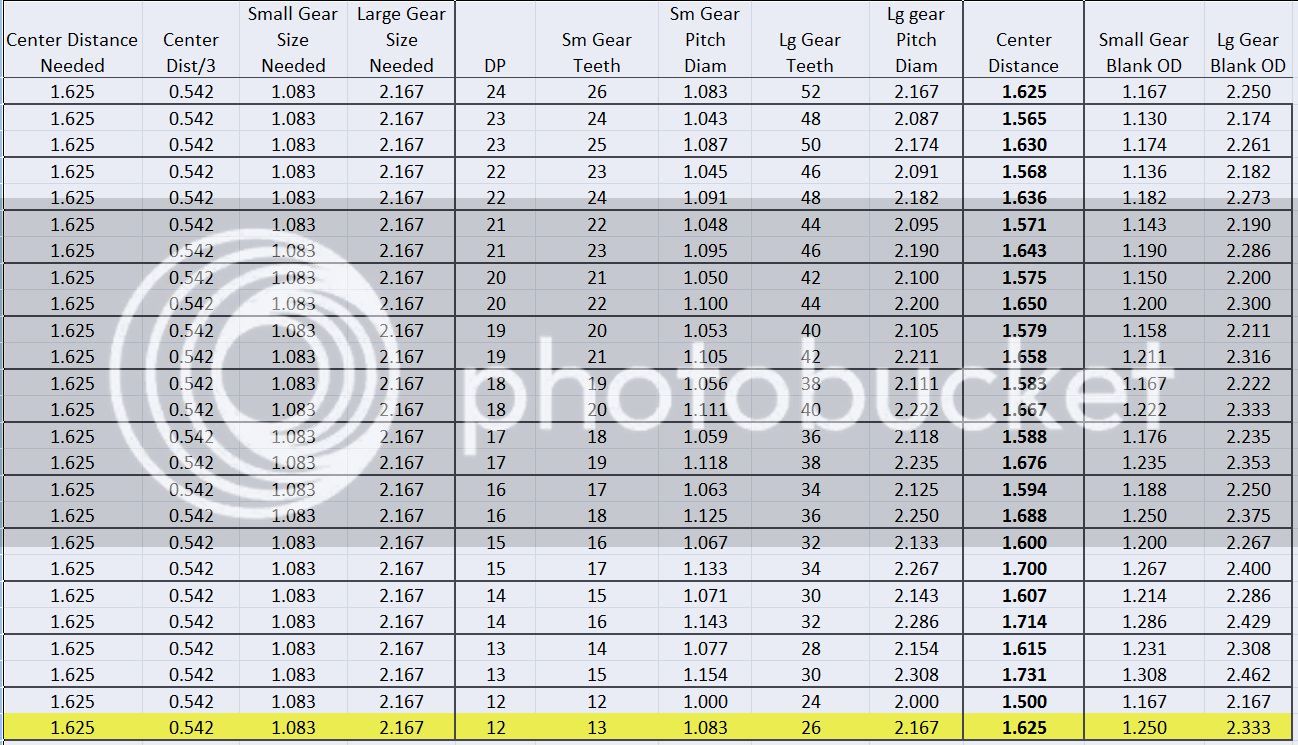
Based on my gear sizes, my center distance, without consulting the drawings, is probably close to 0.8125" which means yours is around 1.625". If this is correct, you'll need a small gear with a pitch diameter of 1.083" and a large gear with a pitch diameter of 2.167".
I think the easiest solution for you would be to use 12dp gears, double the pitch of mine. That would keep the scale of everything the same and provide you the most accurate spacing. I've run the numbers on everything from 12dp to 23dp and no other pitch will give the correct spacing.
I'll post a spreadsheet showing the various pitches and the distances they provide. By the way, the most common diametral pitches for gears are 12, 16, 20, 24, 32, etc. Finding involute cutters for odd pitches might be difficult.
You might also find a metric gear pitch that suits your needs, but that is another whole area of study that I've never gotten into.
Chuck































![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)