
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Building Rudy's Steam Tractor
- Thread starter 4156df
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
Smoke Box Door
The smoke box door is machined from a disc of 3/8 brass. The disc was trued up and a step cut in it (the step matches the ID of the boiler casing). I used double sided tape and pressure to hold the disc for this operation.

The disc was then reversed, gripped by the step and a decorative profile was turned on the face. My door is a little more elaborate than Rudys and I think a little closer to the real tractors look except it doesnt have an eagle.

The fake hinges were machined from two pieces of 1/16 brass soft soldered together

and separated. Residual solder was easily sanded off.

Slots were milled for the hinges.

The hinges were positioned and soldered using soft solder.

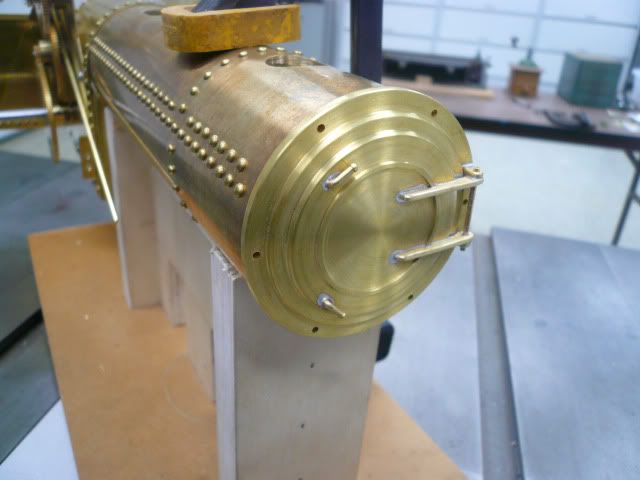
The smoke box door is held on by a clip screwed to the back side. (This will probably have to be redesigned as Im not happy with the way it works.)

Returning to the face side two modified rivets simulate latches and the holes in the outer rim will hold dummy brass hex screws or studs that will be installed after painting. Heres the finished smoke box door.
Regards,
Dennis
The smoke box door is machined from a disc of 3/8 brass. The disc was trued up and a step cut in it (the step matches the ID of the boiler casing). I used double sided tape and pressure to hold the disc for this operation.
The disc was then reversed, gripped by the step and a decorative profile was turned on the face. My door is a little more elaborate than Rudys and I think a little closer to the real tractors look except it doesnt have an eagle.
The fake hinges were machined from two pieces of 1/16 brass soft soldered together
and separated. Residual solder was easily sanded off.
Slots were milled for the hinges.
The hinges were positioned and soldered using soft solder.
The smoke box door is held on by a clip screwed to the back side. (This will probably have to be redesigned as Im not happy with the way it works.)
Returning to the face side two modified rivets simulate latches and the holes in the outer rim will hold dummy brass hex screws or studs that will be installed after painting. Heres the finished smoke box door.
Regards,
Dennis
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
When I saw those pics I gasped. Beautiful. I mean really. I gasped.
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
First off, thanks Zee. You're going to give me a big head.
Smokestack
Rudys plans call for use of a 3/4" OD brass tube for the smokestack. I decided Id like one with a taper more in keeping with the full size engine. To make it, I started by turning a wood mandrel to a shape I liked.

Then I cut a piece of 0.010 copper and wrapped it around the mandrel with about a quarter inch overlap. Copper because I happened to have a piece.

Tied the copper in place using stainless steel wire and slid the stack off the mandrel.

Then soldered it using soft solder and a 100 watt electric iron. There are a few divots visible in the photo, but I went back and touched them up after Id taken the wires off.

After cleaning the flux off the stack it went back to the mandrel for clean up of the joint. I first filed most of the excess solder off, then turned on the lathe and used 320 sandpaper to clean the rest of it up. It cleaned up surprisingly well, with no sign of the lap joint left. After sanding, I used a fine jewelers saw to trim the top perpendicular to the axis of the stack.

Once the top was trimmed, I measured the diameter and turned a brass ring to finish off the top of the stack. Sorry, no photos of this but its just a straight machining job.
I used a 1/2" to 1 copper reducer to fabricate the transition piece from the stack to the boiler casing and for once didn't have to use the spare.

Most of the 1 portion of the reducer was trimmed off on the lathe (Geez I hate turning copper!).

To get the boiler casing profile, I chucked a piece of 2 iron pipe (same diameter as the brass casing) in the lathe and wrapped it with a piece of 100 grit paper. Using a piece of copper pipe in the fitting for visual reference, I sanded till it fit the profile and looked like it was perpendicular to the pipe.

(This may look unsafe, but I dont feel that it was. I had the lathe running at slow and never felt like anything was even close to being out of control. Slow and steady is the answer.)
After profiling, the sides were trimmed and four mounting holes drilled (another reason to hate working with copper). Then the brass ring and transition part were soft soldered to the stack. I used the propane torch for this and wrapped the stack with wet rags to keep the lap joint from unsoldering. First I soldered the brass ring, let everything cool and then soldered the transition fitting. There was a little bit of reflow of the joint, but it was easily cleaned up.

And heres the stack in place. The screws are only temporary.

Dennis
Smokestack
Rudys plans call for use of a 3/4" OD brass tube for the smokestack. I decided Id like one with a taper more in keeping with the full size engine. To make it, I started by turning a wood mandrel to a shape I liked.
Then I cut a piece of 0.010 copper and wrapped it around the mandrel with about a quarter inch overlap. Copper because I happened to have a piece.
Tied the copper in place using stainless steel wire and slid the stack off the mandrel.
Then soldered it using soft solder and a 100 watt electric iron. There are a few divots visible in the photo, but I went back and touched them up after Id taken the wires off.
After cleaning the flux off the stack it went back to the mandrel for clean up of the joint. I first filed most of the excess solder off, then turned on the lathe and used 320 sandpaper to clean the rest of it up. It cleaned up surprisingly well, with no sign of the lap joint left. After sanding, I used a fine jewelers saw to trim the top perpendicular to the axis of the stack.
Once the top was trimmed, I measured the diameter and turned a brass ring to finish off the top of the stack. Sorry, no photos of this but its just a straight machining job.
I used a 1/2" to 1 copper reducer to fabricate the transition piece from the stack to the boiler casing and for once didn't have to use the spare.
Most of the 1 portion of the reducer was trimmed off on the lathe (Geez I hate turning copper!).
To get the boiler casing profile, I chucked a piece of 2 iron pipe (same diameter as the brass casing) in the lathe and wrapped it with a piece of 100 grit paper. Using a piece of copper pipe in the fitting for visual reference, I sanded till it fit the profile and looked like it was perpendicular to the pipe.
(This may look unsafe, but I dont feel that it was. I had the lathe running at slow and never felt like anything was even close to being out of control. Slow and steady is the answer.)
After profiling, the sides were trimmed and four mounting holes drilled (another reason to hate working with copper). Then the brass ring and transition part were soft soldered to the stack. I used the propane torch for this and wrapped the stack with wet rags to keep the lap joint from unsoldering. First I soldered the brass ring, let everything cool and then soldered the transition fitting. There was a little bit of reflow of the joint, but it was easily cleaned up.
And heres the stack in place. The screws are only temporary.
Dennis


















$54.46
Amana Tool - 46280 CNC 2D & 3D Carving 6.2 Deg Tapered Angle Ball Tip x 1/32 Dia x 1/64
Express Tool Supply






![MeshMagic 3D Free 3D Modeling Software [Download]](https://m.media-amazon.com/images/I/B1U+p8ewjGS._SL500_.png)






$40.02
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop











$599.00
$649.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official







![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC

$146.98
$154.99
Creole Feast 30 Qt. Fish Boiler Steamer Kit with Skimmer, Gloves and 50,000 BTU Burner
Amazon.com

$25.34
$34.99
Peachtree Woodworking Supply Bowl Sander Tool Kit w/Dual Bearing Head & Hardwood Handle, 42 Pieces Wood Sander Set, 2 Hook & Loop Sanding Disc Sandpaper Assortment, 1/4 Mandrel Bowl Sander
Peachtree Woodworking Supply Inc

$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies



DavesWimshurst
DavesWimshurst
- Joined
- Dec 7, 2008
- Messages
- 102
- Reaction score
- 3
Dennis,
You have done beautiful work on your tractor! Bravo! :bow: :bow:
Dave
You have done beautiful work on your tractor! Bravo! :bow: :bow:
Dave
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
I really appreciate you guys taking the time to comment on my progress. It's very gratifying. Thank you.
Cylinder Block
I wasnt sure how to approach fabricating the cylinder so I asked for help from HMEM members and as usual they came through (thread here ). Lots of helpful ideas and approaches. Thanks, guys. Heres how I ended up doing it.
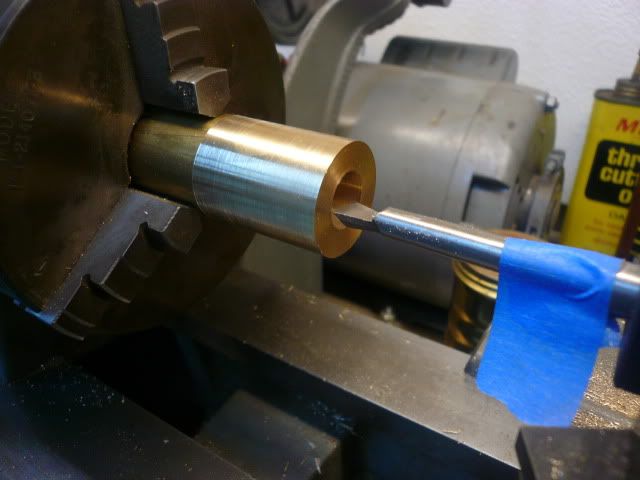
The cylinder is 1 1/16 long and 1 in diameter. Bore is 0.500 and stroke is 0.625. I used an overlong piece of 1 brass to give me something to hold onto (thanks bearcar1) and drilled and reamed to 0.500.
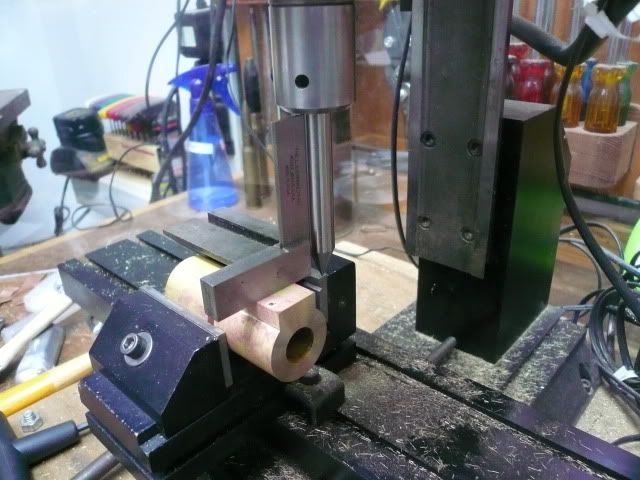
Then went to the mill and milled a flat for the valve plate (not sure what else to call it).

The valve plate is just a piece of 1/4" bar stock milled to 5/8 x 1 1/16. Here its in position and drilled and pinned with two 1/16 brass rods. The rods are to hold the plate in place during silver soldering.

I put a prick punch dimple in each of the four corners to provide clearance for the solder, cleaned everything with solvent and water and detergent, fluxed the joint and pre-positioned small flattened bits of silver solder, then heated the joint using two disposable tank propane torches. My wife (bless her) held one and I held the other.

From what some of you have told me, the black indicates that I probably left the heat on a little longer than I should have. Still learning.
Heres the part after a half hour in citric acid pickle.

Then it was back to the lathe to face the end.

After facing the part clamped square in the mill vise,
and the valve port face was milled flat. I was pleased to see how well the positioning pins disappeared.

At this point, the excess bar stock was sawed off and the other face of the cylinder block was milled flush.

It turns out this step could have been done in the lathe. At the time, I didnt realize that the valve plate would fit nicely between two jaws of my three jaw and that the part could have been easily chucked up for facing.
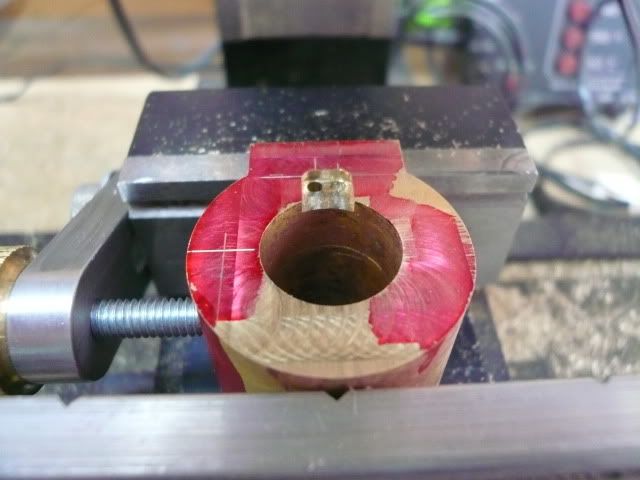
With all the surfaces flat, the ports and holes were layed out,

and drilled an milled. This is one of the steam passages (there are actually two holes, one is full of swarf).
The outer ends of the valve ports were drilled first and then the material between them was milled out using a 1/16 mill and lots of light cuts.
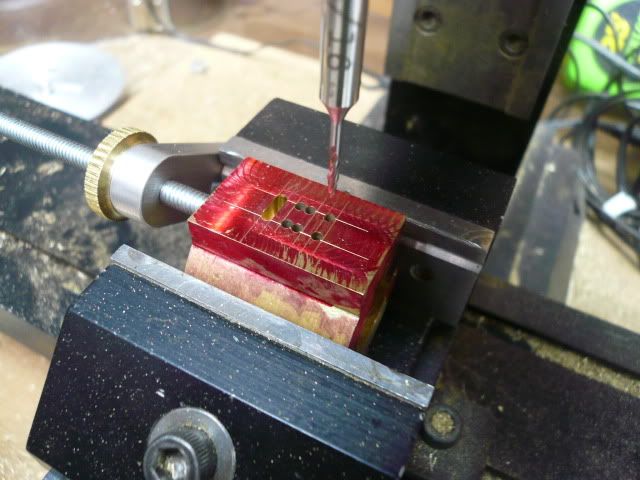
And heres the finished cylinder block.
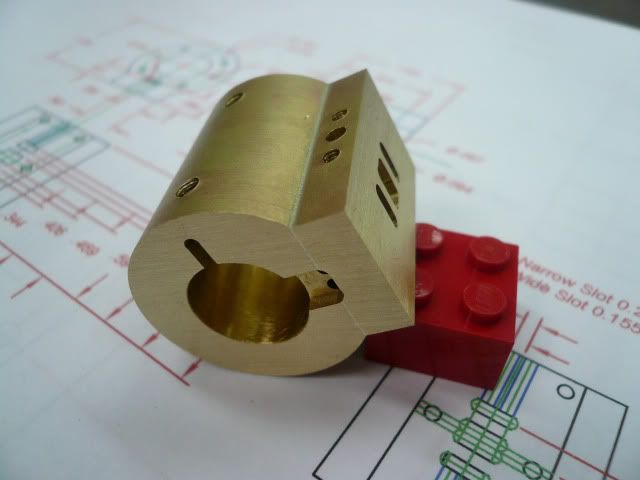
This was a complicated part for me, thank you again for the good ideas shown in the thread I referenced earlier. The ideas really helped.
I'm going on vacation for a couple of weeks, so it'll be awhile before my next post. Thanks again for following along.
Dennis
Cylinder Block
I wasnt sure how to approach fabricating the cylinder so I asked for help from HMEM members and as usual they came through (thread here ). Lots of helpful ideas and approaches. Thanks, guys. Heres how I ended up doing it.
The cylinder is 1 1/16 long and 1 in diameter. Bore is 0.500 and stroke is 0.625. I used an overlong piece of 1 brass to give me something to hold onto (thanks bearcar1) and drilled and reamed to 0.500.
Then went to the mill and milled a flat for the valve plate (not sure what else to call it).
The valve plate is just a piece of 1/4" bar stock milled to 5/8 x 1 1/16. Here its in position and drilled and pinned with two 1/16 brass rods. The rods are to hold the plate in place during silver soldering.
I put a prick punch dimple in each of the four corners to provide clearance for the solder, cleaned everything with solvent and water and detergent, fluxed the joint and pre-positioned small flattened bits of silver solder, then heated the joint using two disposable tank propane torches. My wife (bless her) held one and I held the other.
From what some of you have told me, the black indicates that I probably left the heat on a little longer than I should have. Still learning.
Heres the part after a half hour in citric acid pickle.
Then it was back to the lathe to face the end.
After facing the part clamped square in the mill vise,
and the valve port face was milled flat. I was pleased to see how well the positioning pins disappeared.
At this point, the excess bar stock was sawed off and the other face of the cylinder block was milled flush.
It turns out this step could have been done in the lathe. At the time, I didnt realize that the valve plate would fit nicely between two jaws of my three jaw and that the part could have been easily chucked up for facing.
With all the surfaces flat, the ports and holes were layed out,
and drilled an milled. This is one of the steam passages (there are actually two holes, one is full of swarf).
The outer ends of the valve ports were drilled first and then the material between them was milled out using a 1/16 mill and lots of light cuts.
And heres the finished cylinder block.
This was a complicated part for me, thank you again for the good ideas shown in the thread I referenced earlier. The ideas really helped.
I'm going on vacation for a couple of weeks, so it'll be awhile before my next post. Thanks again for following along.
Dennis
Dennis, you make it look so easy! (It isn't) That is a great end product. Don't you just get a huge knot in your stomach milling those tiny, rather deep, ports? But then when it is all over, what a great feeling of accomplishment.
BC1
Jim
BC1
Jim
vlmarshall
Well-Known Member
- Joined
- Dec 28, 2008
- Messages
- 1,138
- Reaction score
- 2
Beautiful work! :bow:
Also like Speedy, I enjoy seeing other people using a Sherline mill.
Also like Speedy, I enjoy seeing other people using a Sherline mill.
zeeprogrammer
Well-Known Member
- Joined
- Mar 14, 2009
- Messages
- 3,362
- Reaction score
- 13
I went through the thread again.
Gasp (again).
Great stuff. Great thread.
Thanks.
Gasp (again).
Great stuff. Great thread.
Thanks.
Have to echo Zee's comment, truely breathtaking work
I've yet to start my first engine and I don't know whether to feel inspired or intimidated by the quality of some of the work on here. Can only hope that one day I'm at least as half as good")
Thanks
Jim
I've yet to start my first engine and I don't know whether to feel inspired or intimidated by the quality of some of the work on here. Can only hope that one day I'm at least as half as good
Thanks
Jim
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
I had forgotten how hard it is to get back in the groove after a vacation. Sorry to be so slow in acknowledging you guys comments. Thank you.
After my last post, I got an email from Doug Lanum with a helpful tip that I think should be shared. If you look at the picture of my completed cylinder you'll notice burrs where the threads start. Doug pointed out that these can easily be eliminated by using a countersink in the drill press or mill and making a shallow countersink about one thread deep before tapping. Good idea and I'm adding it to my process steps.
Steam Chest
I machined the steam chest and steam chest cover as a unit by sticking them together with double sided tape.
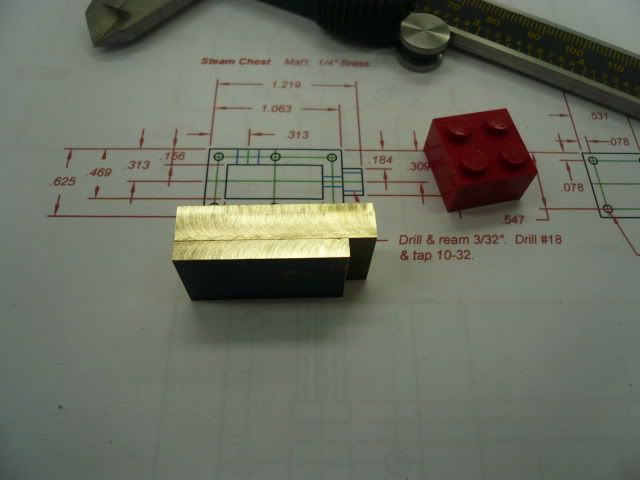
The mounting holes were also drilled as a unit. The double sided tape isnt very strong in tension so the pieces need to be supported during drilling.
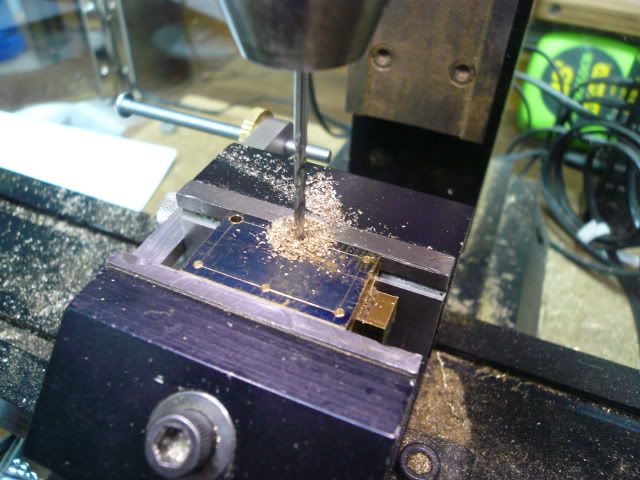
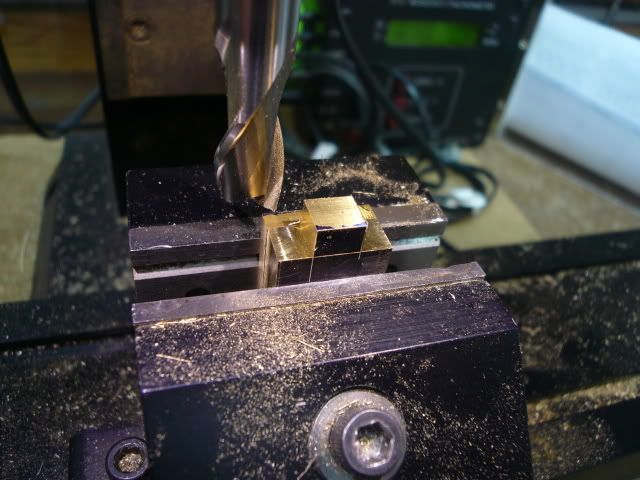
After drilling, I separated the pieces and, before milling the steam chamber, I drilled and tapped the holes for the steam admission tee and the valve spindle. Doing it in this order eliminates problems with the drill bit grabbing as it breaks through what by then would be a fairly light part.
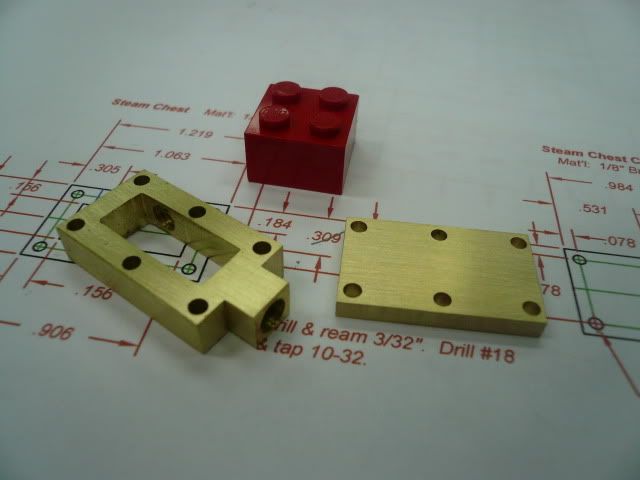
After laying out the steam chamber, I used a drill to remove most of the excess material. Then I used a 3/16 mill to cut the chamber to final size. The radius left in the corners by the mill was removed with a file.

A little cleanup and the steam chamber and cover are complete.
Regards,
Dennis
After my last post, I got an email from Doug Lanum with a helpful tip that I think should be shared. If you look at the picture of my completed cylinder you'll notice burrs where the threads start. Doug pointed out that these can easily be eliminated by using a countersink in the drill press or mill and making a shallow countersink about one thread deep before tapping. Good idea and I'm adding it to my process steps.
Steam Chest
I machined the steam chest and steam chest cover as a unit by sticking them together with double sided tape.
The mounting holes were also drilled as a unit. The double sided tape isnt very strong in tension so the pieces need to be supported during drilling.
After drilling, I separated the pieces and, before milling the steam chamber, I drilled and tapped the holes for the steam admission tee and the valve spindle. Doing it in this order eliminates problems with the drill bit grabbing as it breaks through what by then would be a fairly light part.
After laying out the steam chamber, I used a drill to remove most of the excess material. Then I used a 3/16 mill to cut the chamber to final size. The radius left in the corners by the mill was removed with a file.
A little cleanup and the steam chamber and cover are complete.
Regards,
Dennis
Similar threads
- Replies
- 111
- Views
- 31K
- Replies
- 0
- Views
- 138