
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Building Rudy's Steam Tractor
- Thread starter 4156df
- Start date




Help Support Home Model Engine Machinist Forum:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
First, Paolo thanks for the comment. It's good to know someone's following along.
Bearing Blocks
The horn plates are made from 0.042 brass. They bolt to the fire box wrapper and support the power train axles.

This cheapie punch from Harbor Freight worked very well for getting round precisely placed holes for the axle shafts. Its a handy tool to have around.

The axle shafts run through six bearing blocks that are mounted to the horn plates. The bearing blocks are 5/8 x 5/8 x 3/16. Rudy used aluminum blocks with small inset bronze bushings. But life is short, so Im going with brass blocks with reamed holes for the bearing surface. The axles will be ¼ drill rod. Rudy suggests turning the axles between centers, but again, life is short.
I milled the blocks as a group.


Since the blocks are identical and diagonally symmetrical, I decided to build this variation of a vise stop I saw on the Sherline site (http://www.sherline.com/tips.htm).

It worked great and was well worth making. Also note the packing peanut holding the parallels in place. I dont know where I read that tip, but it works very well. No worries about drilling into it.

The finished bearing blocks with a couple of spares.

The bearings eventually get fastened to the horn plates but before doing that, I did a trial fit. Turns out that was a good idea because I had to do a little trimming on one of the sheet metal parts.

After everything fit, I spotted the bearings using a piece of ¼ drill rod and line bored for two mounting rivets.

And here are the horn plates with mounted bearing blocks. The half width piece is a nut plate that the idler shaft bolts into.

Regards,
Dennis
Bearing Blocks
The horn plates are made from 0.042 brass. They bolt to the fire box wrapper and support the power train axles.
This cheapie punch from Harbor Freight worked very well for getting round precisely placed holes for the axle shafts. Its a handy tool to have around.
The axle shafts run through six bearing blocks that are mounted to the horn plates. The bearing blocks are 5/8 x 5/8 x 3/16. Rudy used aluminum blocks with small inset bronze bushings. But life is short, so Im going with brass blocks with reamed holes for the bearing surface. The axles will be ¼ drill rod. Rudy suggests turning the axles between centers, but again, life is short.
I milled the blocks as a group.
Since the blocks are identical and diagonally symmetrical, I decided to build this variation of a vise stop I saw on the Sherline site (http://www.sherline.com/tips.htm).
It worked great and was well worth making. Also note the packing peanut holding the parallels in place. I dont know where I read that tip, but it works very well. No worries about drilling into it.
The finished bearing blocks with a couple of spares.
The bearings eventually get fastened to the horn plates but before doing that, I did a trial fit. Turns out that was a good idea because I had to do a little trimming on one of the sheet metal parts.
After everything fit, I spotted the bearings using a piece of ¼ drill rod and line bored for two mounting rivets.
And here are the horn plates with mounted bearing blocks. The half width piece is a nut plate that the idler shaft bolts into.
Regards,
Dennis
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
Gear Train
Other builders of Rudys Steam Tractor have mentioned that the speed of his tractor seemed too high. To slow it down, I picked gears that give a crankshaft to wheel ratio of 50.6:1 which means my tractor should move at a little less than half the speed of Rudys. One set of gears was added to the train to get the lower speed.
All gears are 48 pitch, 14.5 degree pressure angle, brass with an 1/8 face. The source was SDP-SI Drive Components, www.sdp-si.com.
Even with all the choices of gears, it ended up that every gear with the exception of the countershaft pinion required some sort of modification.
Name Teeth Pitch Dia. Required Modification:
Crankshaft Pinion 32 0.667 Add hub & enlarge hole
Idler
(Compound) 80 1.667 Remove hub
(Compound) 40 0.813 Enlarge hole
Countershaft
(Compound) 108 2.250 Shorten hub, add setscrews
(Compound) 16 0.333 No mod required
Bull Gear 120 2.500 Reduce hole/hub dia. Setscrews
To add a hub to the crankshaft pinion, I made the hub, then turned an aluminum mandrel with a step to match the hub and pinion IDs.

Soft soldered the two together, removed the aluminum mandrel, then drilled and reamed to 1/4".


The idler compound gear was done using the same aluminum mandrel. I was concerned about getting solder in the smaller gears teeth, so I put the solder between the gears first.

It was a good plan, but poorly executed. I used too much solder and was pushing down on the top gear as the joint heated. When the solder melted the gear dropped into place, squirting solder out the edge. Luckily it only got into a few of the smaller gears teeth, but it made a mess of the large gear face. Cleanup involved picking the solder out of the teeth with dental tools and chucking the gear in the lathe and refacing it. Lesson learned: less solder, more patience.
The whole episode reminded me of a comment Rudy Kouhoupt makes in one of his videos about the best way of cleaning up a mess is to not make it in the first place.
The gear cleaned up fairly well and is fully functional, but you can still see some of the solder residue. Fortunately it will be hidden by the horn plate.

The larger gears came with a 5/16 bore that needed to be reduced to 1/4". This was done by turning a bushing, locktiting it into place and then trimming after the loctite cured..

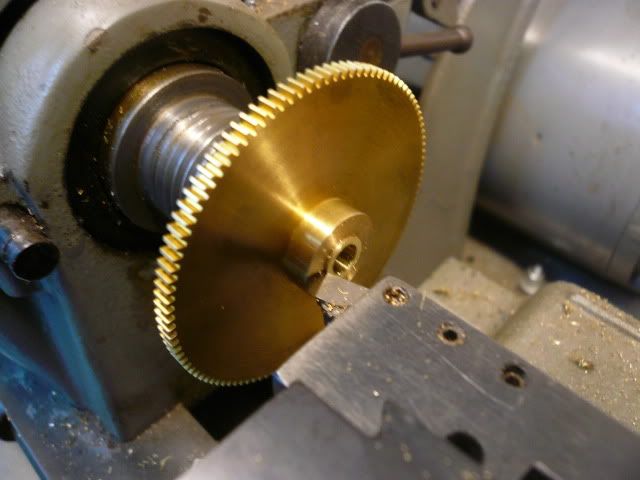
Once modified, the gears meshed nicely and everything fit where its supposed to.

Dennis
Other builders of Rudys Steam Tractor have mentioned that the speed of his tractor seemed too high. To slow it down, I picked gears that give a crankshaft to wheel ratio of 50.6:1 which means my tractor should move at a little less than half the speed of Rudys. One set of gears was added to the train to get the lower speed.
All gears are 48 pitch, 14.5 degree pressure angle, brass with an 1/8 face. The source was SDP-SI Drive Components, www.sdp-si.com.
Even with all the choices of gears, it ended up that every gear with the exception of the countershaft pinion required some sort of modification.
Name Teeth Pitch Dia. Required Modification:
Crankshaft Pinion 32 0.667 Add hub & enlarge hole
Idler
(Compound) 80 1.667 Remove hub
(Compound) 40 0.813 Enlarge hole
Countershaft
(Compound) 108 2.250 Shorten hub, add setscrews
(Compound) 16 0.333 No mod required
Bull Gear 120 2.500 Reduce hole/hub dia. Setscrews
To add a hub to the crankshaft pinion, I made the hub, then turned an aluminum mandrel with a step to match the hub and pinion IDs.
Soft soldered the two together, removed the aluminum mandrel, then drilled and reamed to 1/4".
The idler compound gear was done using the same aluminum mandrel. I was concerned about getting solder in the smaller gears teeth, so I put the solder between the gears first.
It was a good plan, but poorly executed. I used too much solder and was pushing down on the top gear as the joint heated. When the solder melted the gear dropped into place, squirting solder out the edge. Luckily it only got into a few of the smaller gears teeth, but it made a mess of the large gear face. Cleanup involved picking the solder out of the teeth with dental tools and chucking the gear in the lathe and refacing it. Lesson learned: less solder, more patience.
The whole episode reminded me of a comment Rudy Kouhoupt makes in one of his videos about the best way of cleaning up a mess is to not make it in the first place.
The gear cleaned up fairly well and is fully functional, but you can still see some of the solder residue. Fortunately it will be hidden by the horn plate.
The larger gears came with a 5/16 bore that needed to be reduced to 1/4". This was done by turning a bushing, locktiting it into place and then trimming after the loctite cured..
Once modified, the gears meshed nicely and everything fit where its supposed to.
Dennis
Dennis, you are killing me here! Terrific looking work and I see why you are not a plumber :big:
If I may inquire, what was the cost (more or less) of that gear package from SDP? I had cost out a gearset from Boston Gears and am still cleaning up the mess I made in my drawers when I got the price quote th_confused0052 Thank you also for the marvelous camera work documenting your fantastic work.
BC1
**added note**
Never mind about the cost, I did the research and SDP is cheaper than BG.
BC1
If I may inquire, what was the cost (more or less) of that gear package from SDP? I had cost out a gearset from Boston Gears and am still cleaning up the mess I made in my drawers when I got the price quote th_confused0052 Thank you also for the marvelous camera work documenting your fantastic work.
BC1
**added note**
Never mind about the cost, I did the research and SDP is cheaper than BG.
BC1




$33.42
$49.99
Becker CAD 12 3D - professional CAD software for 2D + 3D design and modelling - for 3 PCs - 100% compatible with AutoCAD
momox Shop





$99.99
AHS Outdoor Wood Boiler Yearly Maintenance Kit with Water Treatment - ProTech 300 & Test Kit
Alternative Heating & Supplies





$39.99
$49.99
Sunnytech Low Temperature Stirling Engine Motor Steam Heat Education Model Toy Kit For mechanical skills (LT001)
stirlingtechonline

$13.99
$24.95
Building an Affordable House: Trade Secrets to High-Value, Low-Cost Construction
Amazon.com













$8.40
$19.95
Building a Shed: Siting and Planning a Shed, Building Shed Foundations, Adding Custom Details (Build Like a Pro Series)
Hafa Adai Books LLC


$89.99
Outdoor Wood Boiler Water Treatment Rust Inhibitor- AmTech 300 & Test Kit
Alternative Heating & Supplies


$599.00
$699.00
FoxAlien Masuter Pro CNC Router Machine, Upgraded 3-Axis Engraving All-Metal Milling Machine for Wood Acrylic MDF Nylon Carving Cutting
FoxAlien Official














![DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]](https://m.media-amazon.com/images/I/51kvZH2dVLL._SL500_.jpg)
$0.00
DreamPlan Home Design and Landscaping Software Free for Windows [PC Download]
Amazon.com Services LLC







- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
Thanks for the comments guys.
Jeez BearCar, here I'd just managed to get over the cost of the gears and you come along and re-open the wound! ;D
Yep they're pricey. I had figured out a set that was considerably cheaper, but I would have had to compromise on the gear ratio plus use a combination of pressed steel and plastic gears. When the time came to push the order button I just couldn't do it. You've got to admit these wide face brass gears look good.
You can bet that since I ordered these, no appliance, toy or tool gets thrown away without me eyeballing it for any gears!
Regards,
Dennis
Jeez BearCar, here I'd just managed to get over the cost of the gears and you come along and re-open the wound! ;D
Yep they're pricey. I had figured out a set that was considerably cheaper, but I would have had to compromise on the gear ratio plus use a combination of pressed steel and plastic gears. When the time came to push the order button I just couldn't do it. You've got to admit these wide face brass gears look good.
You can bet that since I ordered these, no appliance, toy or tool gets thrown away without me eyeballing it for any gears!
Regards,
Dennis
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
Steering
The steering wheel is pretty much per Rudys plan.

The rim is formed from 3/32 brass rod. Its over bent around a mandrel, then cut with a jewelers saw.

The spokes are cut from 0.032 brass sheet with a jewelers saw. I used a machinist vise and a couple of 1/4" spacers to get the spokes dished evenly.

This was my first production silver solder part. I used silver solder because the hub and steering knob need to be soldered to the wheel too and I couldnt see how to do them all at once. Anyway, I needed to get over my fear of silver solder because the engine and boiler are coming up and they require a lot of it.
Heres my setup. Thanks to ghart3 for the holddown critter idea. It works great!
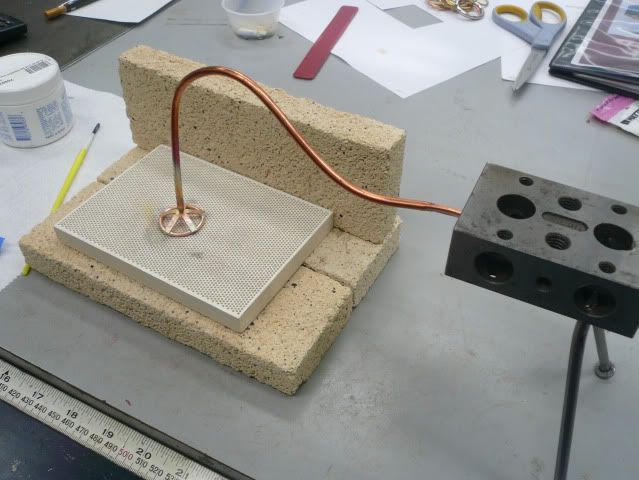
The center hub was then soft soldered to the spokes leaving the steering knob as the last item.

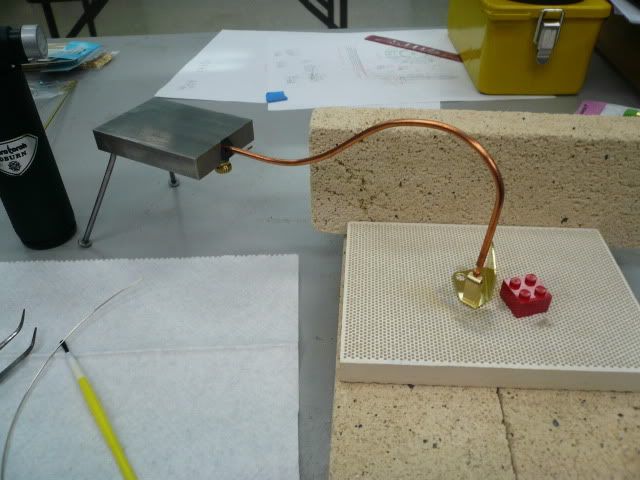
The nubbin is 1/32. This is the smallest part Ive ever fabricated. I now have a whole new appreciation for the miniature work some of you guys do. Heres the soldering set-up. The white is water soaked rag to keep the center hub from de-soldering. (I should have mentioned that I drilled the 1/32 knob hole in the rim prior to soldering the spokes on.)

It all looks pretty calm in the photo, but I forgot about making sure that things cant move during soldering. Mid-way through, the flux pushed the knob up and out of the hole. Needless to say things are anything but calm when youve got a torch in one hand, a tweezers in the other and youre trying to put a nub into a 1/32 hole while your hands are shaking at 1/8 plus! Anyway, alls well that ends well.

Regards,
Dennis
The steering wheel is pretty much per Rudys plan.
The rim is formed from 3/32 brass rod. Its over bent around a mandrel, then cut with a jewelers saw.
The spokes are cut from 0.032 brass sheet with a jewelers saw. I used a machinist vise and a couple of 1/4" spacers to get the spokes dished evenly.
This was my first production silver solder part. I used silver solder because the hub and steering knob need to be soldered to the wheel too and I couldnt see how to do them all at once. Anyway, I needed to get over my fear of silver solder because the engine and boiler are coming up and they require a lot of it.
Heres my setup. Thanks to ghart3 for the holddown critter idea. It works great!
The center hub was then soft soldered to the spokes leaving the steering knob as the last item.
The nubbin is 1/32. This is the smallest part Ive ever fabricated. I now have a whole new appreciation for the miniature work some of you guys do. Heres the soldering set-up. The white is water soaked rag to keep the center hub from de-soldering. (I should have mentioned that I drilled the 1/32 knob hole in the rim prior to soldering the spokes on.)
It all looks pretty calm in the photo, but I forgot about making sure that things cant move during soldering. Mid-way through, the flux pushed the knob up and out of the hole. Needless to say things are anything but calm when youve got a torch in one hand, a tweezers in the other and youre trying to put a nub into a 1/32 hole while your hands are shaking at 1/8 plus! Anyway, alls well that ends well.
Regards,
Dennis
Dennis:
I'm still following with great interest, and it's looking damned fine! My copy of the book just arrived from Village Press... between the book and your thread, I'll be all set. Sadly (for me) you've set the bar rather high for fit and finish! Keep up the great work. :bow:
Cheers, Joe
I'm still following with great interest, and it's looking damned fine! My copy of the book just arrived from Village Press... between the book and your thread, I'll be all set. Sadly (for me) you've set the bar rather high for fit and finish! Keep up the great work. :bow:
Cheers, Joe
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
Guys,
Thanks for the comments. Joe, I hope you'll post your progress.
Steering (contd)
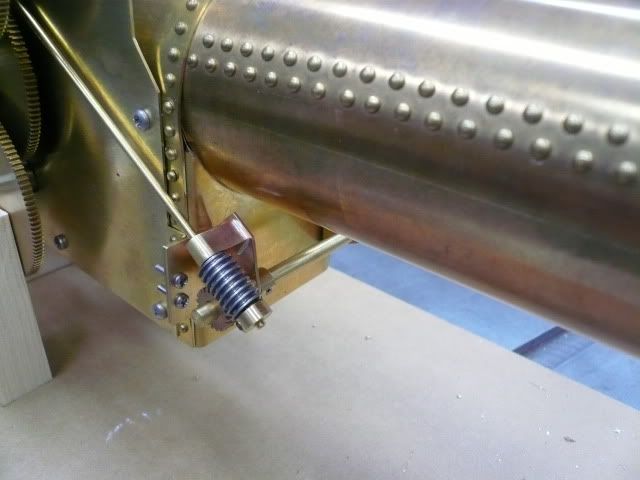
The steering pinion is a 20 tooth gear with a 0.417 pitch diameter. The steering worm pitch diameter is 0.333. Both were purchased from www.sdp-si.com. The worm gear ID is 3/16 so it needs to be sleeved to fit the 3/32 steering shaft. The sleeve also provides a place for a set screw so the steering wheel and shaft can be removed. I used loctite to hold the sleeve in the worm gear.

The right steering bracket uses a 1/4" square post to hold the steering shaft and worm in position. The post has to be mounted at just the right angle so the gears mesh smoothly. I clamped it in place, marked it, and then silver soldered it. I think it could just as well be soft soldered, but Im trying to build my silver solder confidence before I get to the engine and boiler. The following pictures show the process. The four prick punch marks provide a small gap between the parts for solder flow.

Ive learned the hard way that with silver solder things need to be held in place or the boiling flux will surely move them.
Solder and flux in position. Im soldering with a basic hardware store propane torch (not the little butane one visible in the above photo).

Part after soldering. (Im hoping experienced silver solderers will chime in here. Does the blackened flux mean I held the heat on too long and if so, is it detrimental to the joint?)

This is the part after one hour in citric acid pickle and brushed with a toothbrush.

Part after 0000 steel wool buff. Im happy with it. My second silver soldered part!!

Here it is mounted on the tractor. The Phillips head screws are only temporary.
The last steering part is a sheet metal bracket to hold the upper steering post. Its positioned to match the angle of the 1/4 post on the lower bracket and then riveted to the horn plate. Ive just clamped and marked it for now and will rivet it the next time I take off the horn plate.

Heres the completed steering assembly showing the chain shaft & spacers. The steering chains will be fastened to the shaft using two 2-56 screws.

Dennis
Thanks for the comments. Joe, I hope you'll post your progress.
Steering (contd)
The steering pinion is a 20 tooth gear with a 0.417 pitch diameter. The steering worm pitch diameter is 0.333. Both were purchased from www.sdp-si.com. The worm gear ID is 3/16 so it needs to be sleeved to fit the 3/32 steering shaft. The sleeve also provides a place for a set screw so the steering wheel and shaft can be removed. I used loctite to hold the sleeve in the worm gear.
The right steering bracket uses a 1/4" square post to hold the steering shaft and worm in position. The post has to be mounted at just the right angle so the gears mesh smoothly. I clamped it in place, marked it, and then silver soldered it. I think it could just as well be soft soldered, but Im trying to build my silver solder confidence before I get to the engine and boiler. The following pictures show the process. The four prick punch marks provide a small gap between the parts for solder flow.
Ive learned the hard way that with silver solder things need to be held in place or the boiling flux will surely move them.
Solder and flux in position. Im soldering with a basic hardware store propane torch (not the little butane one visible in the above photo).
Part after soldering. (Im hoping experienced silver solderers will chime in here. Does the blackened flux mean I held the heat on too long and if so, is it detrimental to the joint?)
This is the part after one hour in citric acid pickle and brushed with a toothbrush.
Part after 0000 steel wool buff. Im happy with it. My second silver soldered part!!
Here it is mounted on the tractor. The Phillips head screws are only temporary.
The last steering part is a sheet metal bracket to hold the upper steering post. Its positioned to match the angle of the 1/4 post on the lower bracket and then riveted to the horn plate. Ive just clamped and marked it for now and will rivet it the next time I take off the horn plate.
Heres the completed steering assembly showing the chain shaft & spacers. The steering chains will be fastened to the shaft using two 2-56 screws.
Dennis
Dennis, looking real good. Your doing a nice job.
On the hold down your using for silver soldering, copper might not be the best choice. Not only does it conduct heat good but silver solder loves sticking to copper. Stainless steel that has been heavily oxidized from over heating works good especially if it has to be real close to the joint being soldered (brazed)
On the hold down your using for silver soldering, copper might not be the best choice. Not only does it conduct heat good but silver solder loves sticking to copper. Stainless steel that has been heavily oxidized from over heating works good especially if it has to be real close to the joint being soldered (brazed)
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
Gary,
You're right about the copper. Note I did neck it down to try and minimize heat conduction but i've got to admit I never even considered the possibility of soldering it to my part. It was a case of using what I had until I found the right thing. Your tip on using oxidized stainless is a good one. Also have been told to try broken titanium bike spokes. Hard to find though.
I've just got to say thank you again for posting photos of your hold down critters. They're a great idea and unbelievably handy. If you haven't seen Gary's, they'rehere. He's a little more imaginative than I am.
Dennis
You're right about the copper. Note I did neck it down to try and minimize heat conduction but i've got to admit I never even considered the possibility of soldering it to my part. It was a case of using what I had until I found the right thing. Your tip on using oxidized stainless is a good one. Also have been told to try broken titanium bike spokes. Hard to find though.
I've just got to say thank you again for posting photos of your hold down critters. They're a great idea and unbelievably handy. If you haven't seen Gary's, they'rehere. He's a little more imaginative than I am.
Dennis
4156df said:Part after soldering. (Im hoping experienced silver solderers will chime in here. Does the blackened flux mean I held the heat on too long and if so, is it detrimental to the joint?)
Dennis, firstly, what a beautiful job you are doing :bow: your "sheet metal" work is amazing!
In my silver soldering experience, I don't get blackening as in your photo. Here is a picture of a cylinder that I did recently:

The parts are brass and were actually still hot when the picture was taken. I too use citric acid for pickle with results just like yours.
Did you use any abrasive paper on the parts before soldering? Inedequate cleaning of brass dust and abrasive particles can contaminate work. Sometimes I even wash parts with hand cleaner or soap first to be sure of no oil or grease. You should only need to heat the part long enough for the solder to flow, then maybe a few seconds more, but that is it, there is no need to make the parts any hotter.
I have heard of other people using punch marks to create a gap for the silver as well, but I don't. Unless you have a press fit, the silver will find its way into most seams.
I can't wait to watch the rest of your build ;D
- Joined
- Feb 25, 2008
- Messages
- 464
- Reaction score
- 7
Jeff,
Thanks for the input. I've been doing some practicing and you're right about not getting the heat off quick enough. I thought I had to stay on the joint longer to insure the solder flowed everywhere. Not so. As you said, just a few seconds after first flow and it's done.
Paolo,
Your posts on soldering your boiler have really been helpful. You've saved me from a lot of problems.
Regards,
Dennis
Thanks for the input. I've been doing some practicing and you're right about not getting the heat off quick enough. I thought I had to stay on the joint longer to insure the solder flowed everywhere. Not so. As you said, just a few seconds after first flow and it's done.
Paolo,
Your posts on soldering your boiler have really been helpful. You've saved me from a lot of problems.
Regards,
Dennis
Similar threads
- Replies
- 111
- Views
- 29K