When I first started to think about scaling this engine up I had intended to machine the flywheel from a slice off a 10" dia CI bar but having got the additional photos I had to have a rethink due to the barring holes in the outer rim, these were used to manually turn the engine over to a point where it would self start.
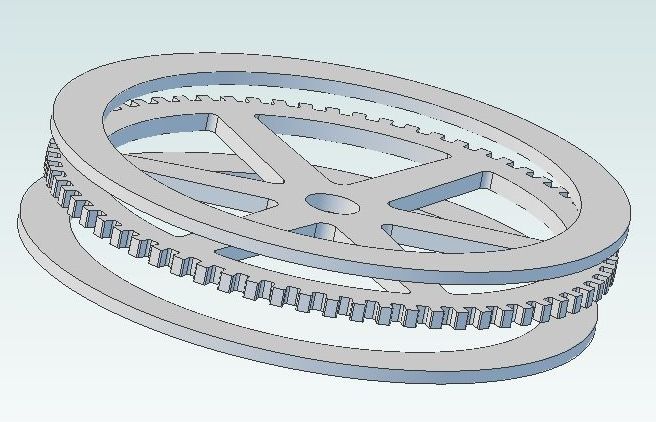
I eventually settled on the idea of a built up flywheel consisting of a "spoked cog" with a ring either side to give the the rim some thickness and add the webs to form the "+" section spokes plus a hub. I did think about milling out the spokes and the 66 barring holes but in the end opted for having them waterjet cut from 8mm mild steel with the two rings from 6mm material. A drawing was produced in Alibre and e-mailed to the cutters for a quote.
When this came back the price was OK so the order was placed and a few days later I got a mail to say come and collect, this is what I came back with, you can see that all the internal and external corners of the barring holes are radiused as per my drawing.
The first job was to join the cog and rings together so I set them up on teh rotary table with teh centre finder and while that was in the mill used it to set the wheel true to the Y axis, notice how accurate the 6mm notches are as they hold two 6mm drills in place to locate a straight bar against.
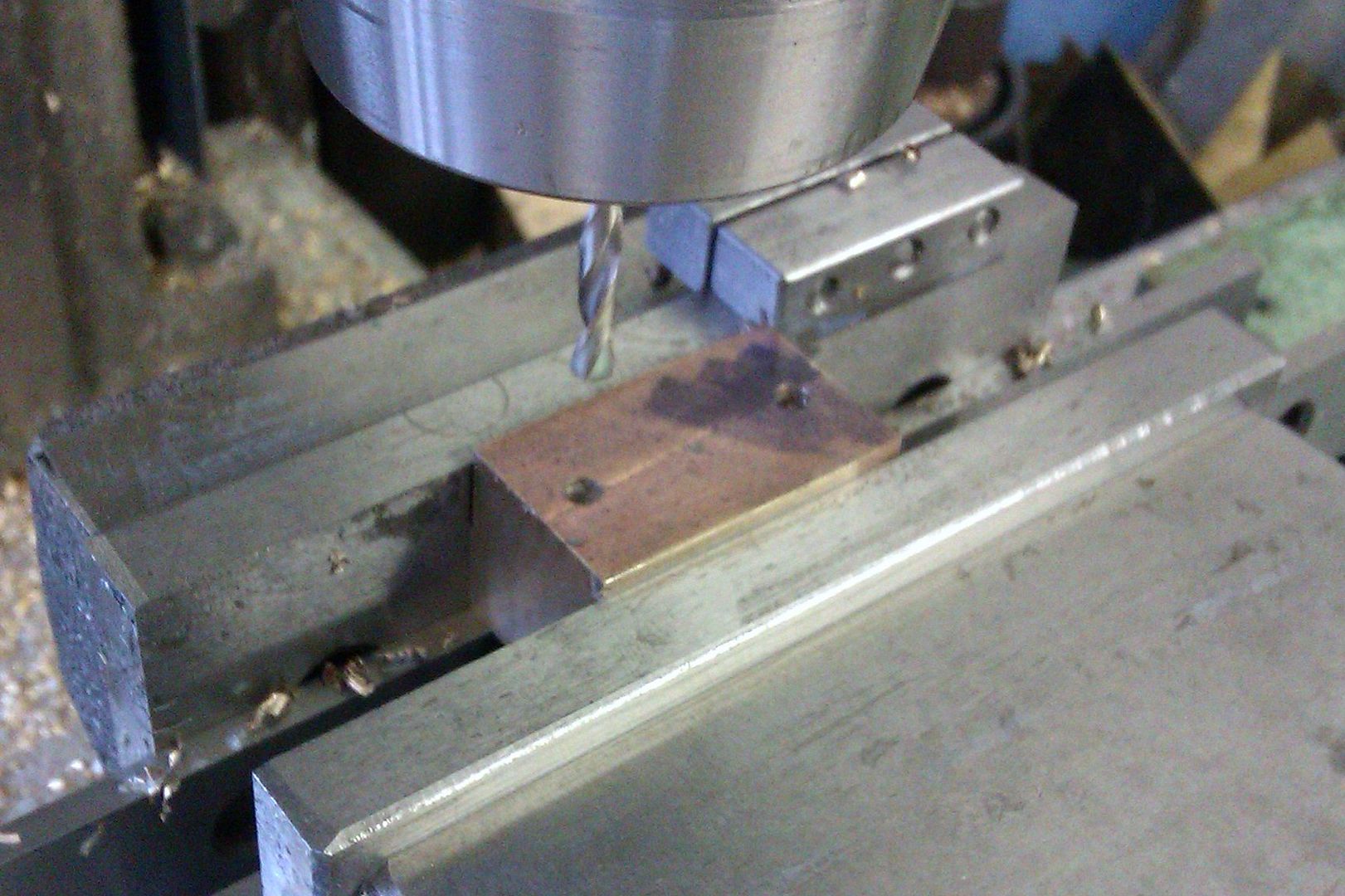
I then clamped the three parts together and drilled through them all M3 tapping size
Followed by clearance size in the top two layers and a counter bore for the M3 socket screw heads.
Once out of the mill the lower ring was tapped and a trial fit done, you can also see that I have drilled two dowel holes in each spoke, more on them later.
The two piece hub was a simple turning job from 1.5" bar with the same M3 holes added.
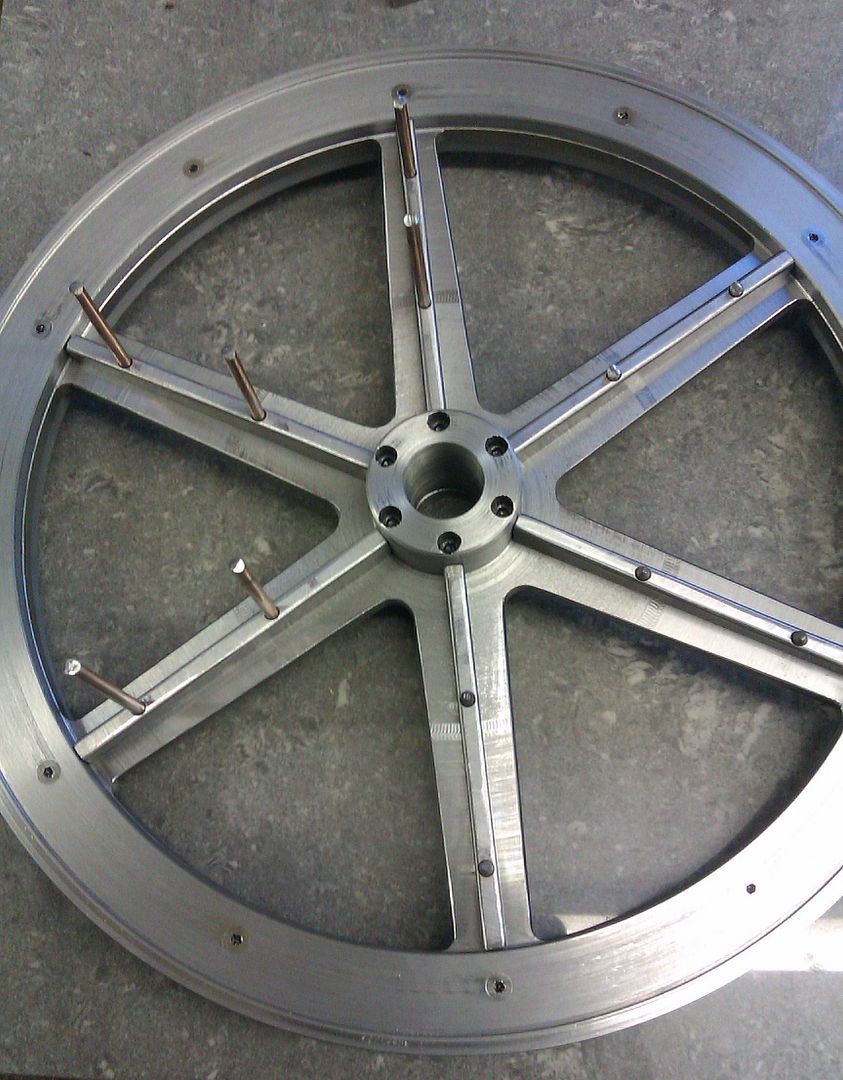
The parts were then all degreased and the rim put together with a smear of slow set Araldite adhesive, the hub with loctite. Here you can see things starting to take shape
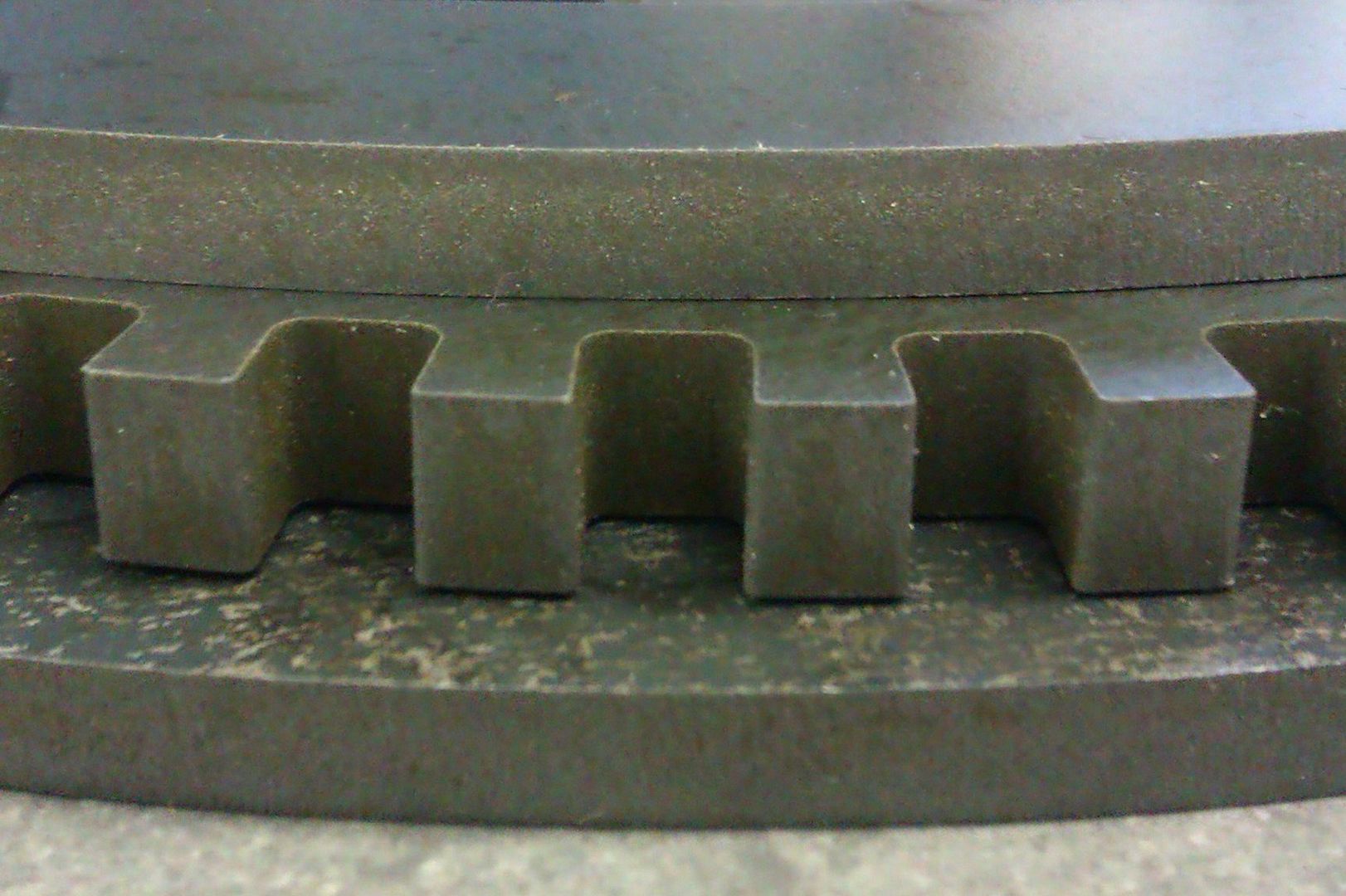
And a detail across the rim edge which just shows the "draft" angle left by the waterjet cutter.
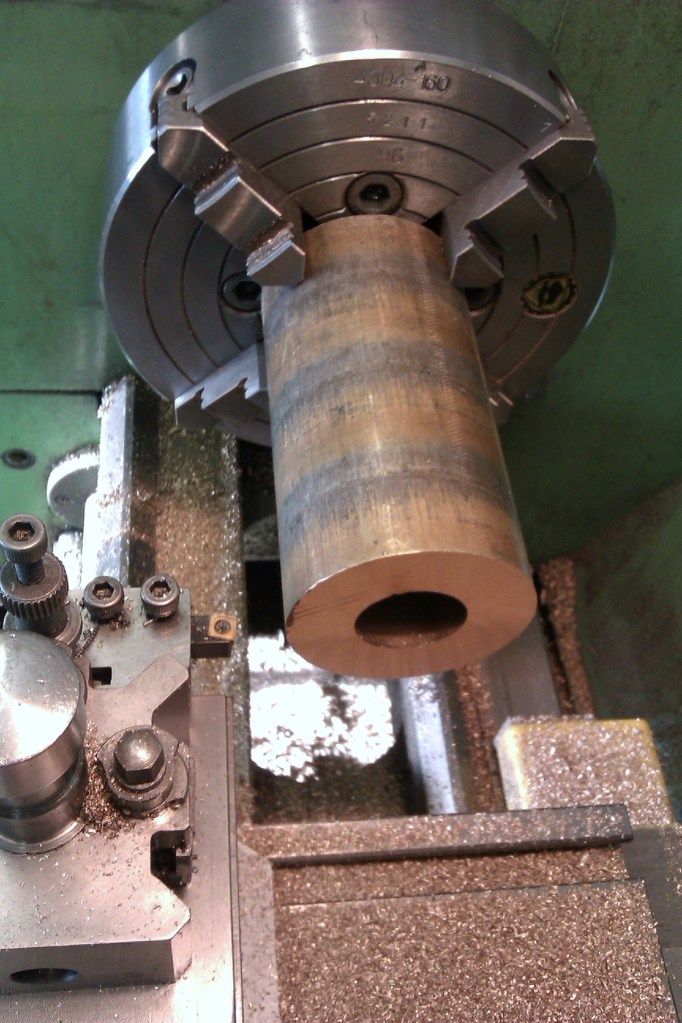
After the adhesive had been left for a day or two to set the flywheel was mounted on the lathe, luckily it could just be held by my 160mm 4-jaw. I was then just a case of taking the lightest skim off the rim to true things up, turn the side of teh ring to give a slight step and take 1.5mm off the sides of the spokes to get them down to 5mm overall.
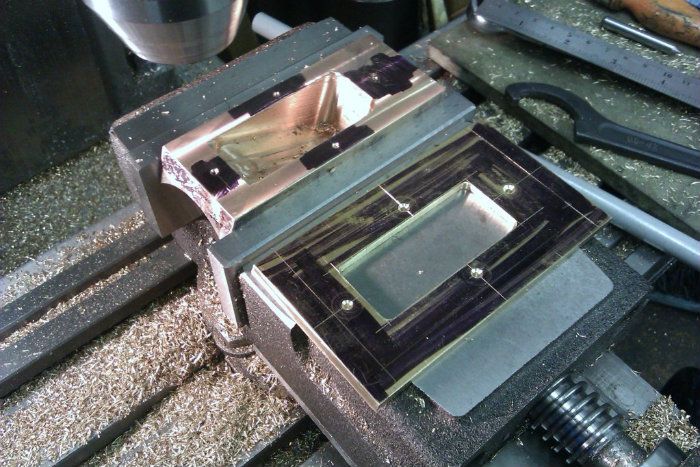
Next I turned my attention to the spoke webs, I had got a quote to have these water jet cut as well bit it was a bit pricy so I just cut them from 5mm plate with the hacksaw and cleaned them up on the mill.
Two holes were drilled and Csk in each following which a bit of 1/8" welding rod was passed through the holes before being snipped off.
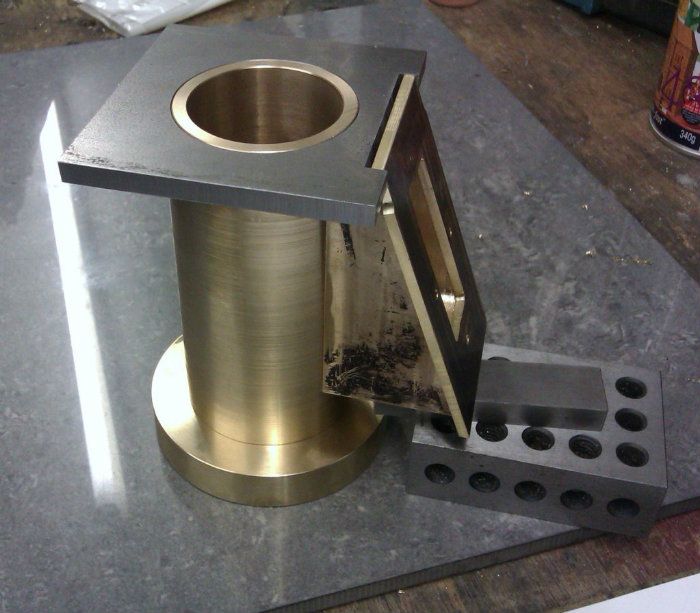
These rod ends were then peined over like a rivit and the webs were not going anywhere.
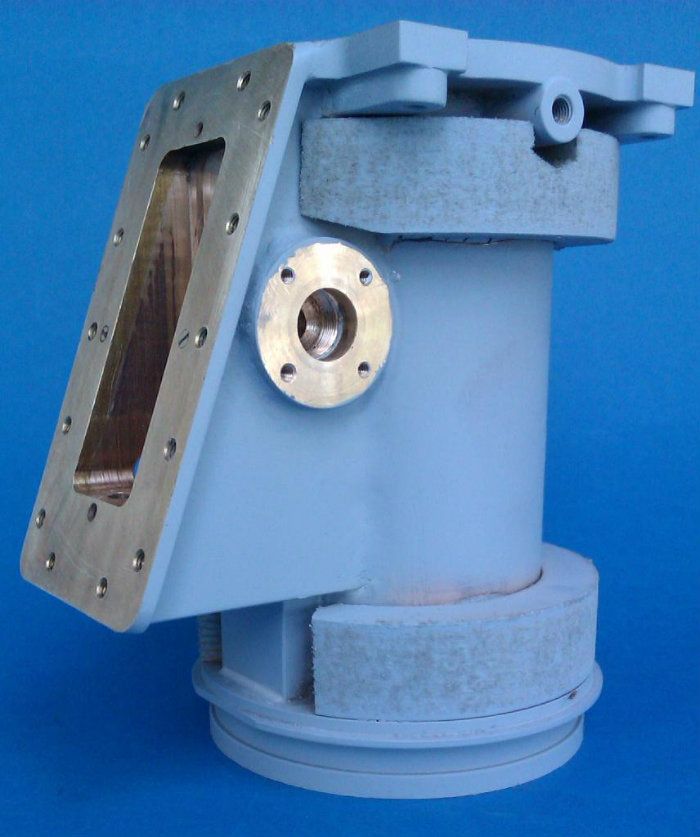
The final job was to fillet all the internal corners with Milliput and then give the flywheel a quick blast of primer.
J